|
A Guide to Implementing the Theory of
Constraints (TOC) |
|||||
Please
note. This is an older page that has been
superseded by one called Evaluating Change. This
older page remains on-line because it is still referenced by other pages. Financial Navigation Imagine for a moment that you are a passenger on a
plane with a competent pilot, but with a slightly dysfunctional navigation
system. Sometimes the navigation
system guides you to your chosen destination, but sometimes it does not. Maybe that is alright for fair-weather
flying when our competent pilot can use some visual reality checks, but is
that good enough for all-weather flying? In a way, management accounting in its current form
is like a slightly dysfunctional navigation system. Sometimes it guides us to the right
destination, sometimes it doesn’t – and it is at exactly that time that we
depend upon the experience and intuition of the management to do the reality
checks. Certainly this is not an ideal
system. What if we aren’t in a
fair-weather situation? What if the
management believes implicitly in the authenticity of the accounting
guidance? However, there is a deeper issue here. Why do we use accounting as the guidance
system at all? We saw in the previous
pages that operations managers already have a systemic and systematic method
of evaluating decisions and choosing the correct one to guide us in our
chosen direction. Why then does
accounting second guess these decisions?
The reality seems to be that we accept that accountants should not
only measure and report the financial results; but that they should also make
and measure the individual management decisions along the way that are the
perceived drivers of the financial results.
If we are going to insist on this, then let’s make sure that we provide
everyone with the right tools for the right job. It is apparent then that there are two jobs that
accounting wishes to perform; (1) Financial Accounting – external
reporting to regulatory authorities (the Government). (2) Management Accounting – internal
reporting to superiors (the boss). And for these two jobs there are currently two
toolsets; (1) Absorption costing –
product/process cost (2) Variable costing – product/process
contribution. Financial accounting is governed at national and
sometimes international levels by a code of generally accepted accounting
practice (GAAP). In fact the Japanese
have a term for this – generally accepted U.S. accounting practice! GAAP is absorption and accrual based. Even if some of the assumptions and methods
are arbitrary and historical, GAAP presents a consistent and level playing
field. Management accounting however is more variable. Historically, it is governed by the concept
of absorption costing – a direct transfer of financial accounting practices
into management accounting. Here
decisions are based upon a construct called the “product cost.” However there are variations that are
direct or variable costing based. Here
decisions are based upon a construct called the “product contribution.” We can more realistically know the product
contribution than we can the product cost.
We have used product contribution in the measurements section to guide
our decisions, this we might think of as throughput decision analysis. If we extend these concepts to a management
accounting level then and call this throughput accounting then at “a
conceptual level, throughput accounting is indistinguishable from
contribution margin” and “at the conceptual level there is no difference
between throughput accounting and variable costing (1).” At an accounting level throughput accounting is a
cash-based non-allocation method. It
is conservative in revenue generation (as sale isn’t a sale until it is
sold), raw material is valued at it purchase value. A sale means a sale to outside of the
system, in this day and age of supply chain management means channel stuffing
is still accepted practice in many places.
Therefore throughput accounting is similar to a small business
cash-based accounting system. “The basic difference between throughput accounting
and full-absorption accounting is the treatment of fixed manufacturing
overhead expenses. Throughput
accounting expenses overhead in the period the product is produced (i.e.
current period expense) vs. full-absorption, which assigns overhead to the
product to be carried as part of the inventory valuation until the period the
product is sold (I.e. expensed as cost of sales when the product is sold
(2). As a cash-based accounting
system, throughput accounting can be reconciled to full-absorption based
accounts at period end (2). Direct labor unless it is contract or piece-rate is
not considered to be a variable cost, but is instead a part of operating
expense. The rationale for this is
explained in detail later in this section. The ultimate difference between throughput
accounting and other less extreme forms of variable costing is that local
decisions are based upon the role of the constraints and the relative and
absolute contribution due to the constraints. It is a kind of “horses for courses” situation. If GAAP was used exclusively for financial
accounting (because we have no choice) and throughput decision analysis was
used exclusively for management accounting there would be no problem. However, this isn’t the way the world works
at the moment (apart from some particularly effective companies). Generally, absorption costing is used for
both financial accounting and management accounting. If we know that absorption costing is relatively
slow and sometimes leads to the wrong management decisions, and we know that
throughput decision analysis is quick and effective and so far has never
given rise to an incorrect decision, then why don’t we use throughput
accounting? We know that we must use
GAAP for external reporting – we have no choice. But does this mean we can’t use throughput
decision analysis for internal decision making? In fact; “... no matter what costing method a company uses,
at the end of the year you will have the same cash, assets, liabilities,
workforce, and market. But, the method
you use will lead you to very different (and opposite) strategic
decisions. If the
decisions are opposite, then only one of them can be optimal, and it is
dependent on the company-specific environment, the environment reflected by
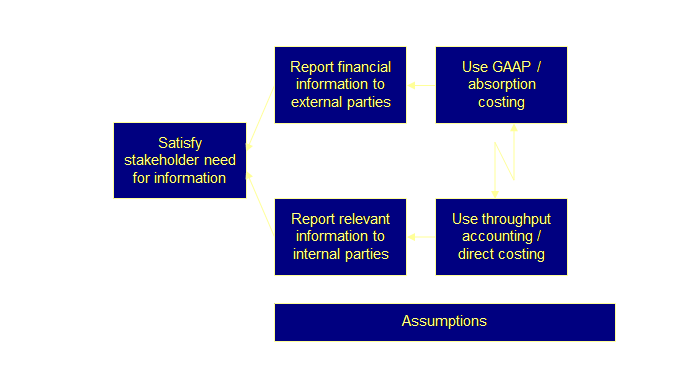
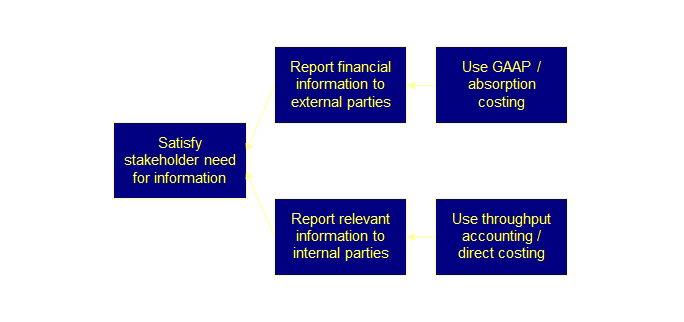
the company’s constraint (4).” Let’s investigate this further. Debra Smith presents this as a cloud (4). It’s redrawn here.
Our cloud will now look like this;
There seems to be two answers to this; (1) Most people are unaware of the
pivotal role of constraints. (2) A strong pre-existing belief that
financial accounting is management accounting. We then are in a much better position, we are aware
of the pivotal role of constraints and we aware that absorption-based costing
does not always lead us to making correct decisions. Let’s have a look then at throughput accounting and
then, later, a brief look at a more recent development – constraints
accounting. Businesses have two choices. Firstly they could keep all accounts as
throughput accounts and converting to GAAP accounts for financial reporting at
period end. That way all decision
analysis is throughput based and two sets of accounts don’t have to be
kept. Smith details a procedure for
the reconciliation of throughput accounting to full-absorption accounting at
period end (2). This is likely to
appeal to smaller businesses.
Secondly, larger businesses with a full GAAP financial accounting
system will mostly likely want to run a throughput accounting decision
analysis system along side the financial system and not use the management
information derived from the financial accounting system. In the measurements section we introduced and
developed the concept of throughput (T), inventory (I) and operating expense
(OE) as the fundamental operational measures.
With knowledge of the role of the constraints we can use these
measures to drive maximal process profitability if that is our goal. In comparing a decision – either between different
potential outcomes, or the current situation and different potential outcomes
– we are doing so against the bottom line measures that we first saw in the
measurements section. Here, however,
we are interested in the differential generated.
Of course we can only determine the throughput
necessary for these decisions by knowing the volume and the rate at which
throughput is generated per unit of scarce resource. Let’s call this T/cu. And to know this, of course, we must know
where the constraints are. In fact we had the opportunity to experience all of
the throughput decisions as we worked through the answers to the P & Q
analysis in the measurements section.
Schragenheim and Dettmer summarized the decisions and actions required
as a flow diagram (5). Let’s distil
this down to just two rules. Whenever we make a decision we must evaluate the
consequences based upon where the constraint is now (internal or external)
and where it will be next (same place or another place). We can summarize this as two basic rules; Rule 1: when a constraint is
internal we must evaluate the throughput generated per unit time on the
constraint (T/cu). If a new product is introduced on an existing
constraint we must calculate the new T/cu and reprioritize the sequence of
all other products produced on the constraint. If the constraint moves internally we must
recalculate the T/cu for all the products produced on the constraint. If the constraint moves externally then
rule 2 applies. Rule 2: when a constraint is
external any throughput above totally variable cost is a positive
contribution to the system. Adding new products in this case has no effect so long
as they don’t cause the constraint to shift internally. If they do rule 1 applies again. Why must we do this each time? “You see, in the ‘cost world’ almost
everything is important, thus changing one or two things doesn’t change the
total picture much. But this is not
the case in the ‘throughput world.’
Here, very few things are really important. Change one important thing and you must
re-evaluate the entire situation (6).” “We have to evaluate the impact, not of a product,
but of a decision. This evaluation
must be done through the impact on the system’s constraints. That’s why identifying the constraints is
always the first step (7).” The case where the constraint remains internal to
the process is straightforward.
However if the constraint is in the market or moves to the market then
a new logic emerges. Essentially any
additional revenue that exceeds total variable cost makes a contribution to
increased profit. However, in general,
firms don’t chase such small margins.
There are two reasons for this.
Firstly, we don’t want to start a price war within our existing
market, and secondly many of our other potential markets are not sufficiently
segmented or we don’t know how to properly segment them to stop a price war
“leaking” over to our existing market. We mentioned that we must also consider total
volume. Just as we would have liked
only business class passengers to fill our aircraft in the example in the
measurements section, we know that isn’t going to happen. We are quite happy to fill most of the
aircraft with economy class passengers because overall they make a
substantial contribution – it’s just that it is not the best contribution
possible. So, we are really making decisions based more like
this; Throughput = SSales - STotally Variable Costs
Here is the table we used to present such data. Thus we can see the location of the
constraints (Q and Q’ are market constrained, P and P’ are resource
constrained), throughput and volumes.
Of course much of the data for the non-constraints
in reality is redundant. We only need accurate
data for the constraint and any emergent constraints. Buffer management should tell us where the
emergent constraints are. The only
thing missing from this table is our measure of T/cu. Let’s add that for completion.
In fact this format is particularly well suited for
using with “Solver,” the Excel add-in module for linear programming. If you would like to see how to assign
cells for this particular example using solver, please have a look here. In the P & Q analysis we didn’t calculate the
return on investment between different decisions; however, there are a series
of pro-forma examples allowing for sales mix, additional operating expense,
and investment that can be used to make these evaluations (10). Familiarity with these will allow you to
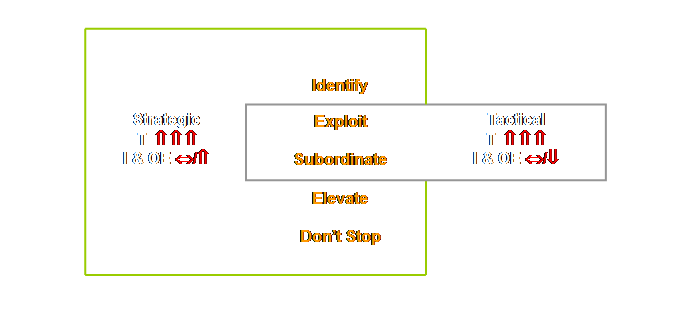
tackle all throughput decisions. We saw that decision analysis revolves around two
questions;
Now that we are also explicitly aware of the 5
focusing steps, we can place these decision analyses in a broader framework
of strategic or tactical significance (11).
When we elevate a constraint we must bring
additional investment into the system, usually the purchase of additional
capacity. We may also need to increase
operating expense in order to utilize the new capacity. Thus inventory (investment) will increase
and operating expense will most likely increase also, if only due to the
increased depreciation of the new investment. This brings us to an interesting point concerning
our definition of productivity;
(1) Fulfilling a necessary condition. (2) Increasing throughput. In the first instance there might be a case for
discount rate based upon economic life.
However, in the second instance we are making an investment on the basis
that income will jump and payback will be quick. We expect rapid and substantial increases
in throughput and hence should be able to convert the investment to operating
expense at a commensurate rate.
Constraints accounting addresses this more fully that throughput
accounting. Neither tactical nor strategic decisions should be
passive – determined by the next accidental emergence of a new
constraint. They should be the result
of active analysis of where we want the constraint to be. After all, the location of the constraint
dictates the way in which our firm will make money – and where our capital
investment, product development, marketing and sales efforts will be. The subdivision of whether something is tactical and
strategic based upon external investment is useful, but often substantial
improvement can be obtained without additional investment at all. In fact during this tactical phase
questions of strategic importance can occur.
So, let’s not be mislead into believing that constraints are only
broken by elevation, often, especially in the early stages of an
implementation, proper exploitation may be all that is required to break a
constraint and move the new constraint somewhere else in the system. Let’s draw this
We can also break an apparent constraint simply by
proper subordination. Consider in manufacturing
where non-constraints may be regrouping separately scheduled process batches
together again – insubordination (pun intended). This will actually slow the whole process
down and if it occurs in one area – maybe near the gating operation for instance
then it may appear as an apparent physical constraint somewhere else. The other extreme might be when sprint
capacity is beginning to be eroded due to increased output, constraints will
appear to be “breaking out” in various places – however the solution is to
increase the buffer size. Really the constraint in both cases is in the
inertia of our subordination policies.
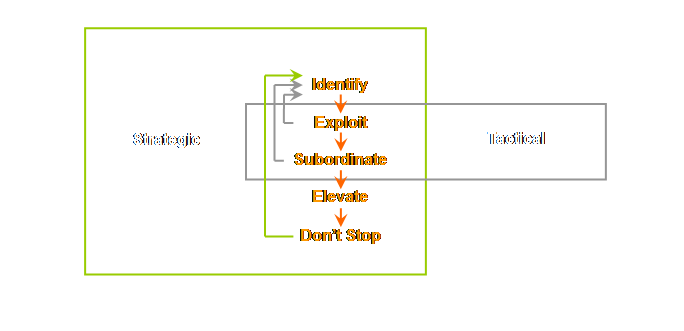
We can “short” the loop once again; identify-exploit-subordinate-identify. So we don’t have to go through the process
in a linear fashion from start to end, reality is far more messy and
interesting than that. We can break a
constraint at any point, and then we must go back to the first step and
identify where the constraint has moved to (but usually it is fairly
obvious). In fact normally buffer
management will have warned us where the emergent constraints are likely to
be. If the location of the constraint dictates the way
in which our firm will make money or our organization will make output, we
may in fact have a preferred place for the constraint to be. It may remain in the same place for long
periods of time; both static and strategic.
Too often we are confused by the notion that bottlenecks “wander” or
“pop up.” We can control the process
if we want to – that is what buffer management allows us to do. The premier example of wandering bottlenecks must be
winter respiratory admissions to hospitals.
Every year almost without fail, batches of patients besiege public
hospitals. It isn’t the bottlenecks
that wander (capacity constraints) it is the large batches of patients that
wander. If you can imagine a cartoon
of a python having eaten a rodent you will understand wandering bottlenecks. And every year without fail hospitals don’t
load-balance non-medical non-acute procedures to accommodate these waves (you
don’t understand we are not manufacturing we are different). In fairness more recently public health
officials have learnt that a free flu vaccination subordinates the batch size
to the constraint and lowers the overall cost. In fairness also, public health monitoring
of general practitioners offers a kind of buffer management of impending
holes in the buffer. We saw on the process of change page how the
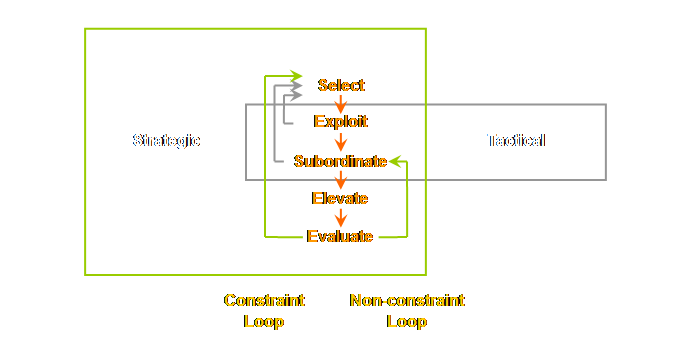
focusing process can be reworded to accommodate this strategic perspective
(12). (1) Select the leverage points. (2) Exploit the leverage points. (3) Subordinate everything else
to the above decision. (4) Elevate the leverage points. (5) Before making any significant
changes, Evaluate whether the leverage
points will and should stay the same. The key words here are; select
and evaluate. We select where we would like the strategic
constraint to be, if not now then sometime in the future, and we then
evaluate our exploitation procedures against this decision. This strategic view requires a more focused approach
to non-constraints and near-capacity constraints. Near-capacity resources must be removed
(12), therefore we must; (1) Identify near-capacity
constraints. (2) Evaluate their significance. (3) If necessary, remove their impact. Essential this is a type of “subroutine” loop for
near-capacity constraints running within the subordination step above. In practice this means that some current
non-constraints and all current near-capacity constraints must be evaluated
and steps taken to ensure that they can continue to correctly subordinate to
the strategic constraint. If demand or
product mix changes so that they have insufficient protective capacity then
they must be elevated prior to the elevation of the strategic constraint and
elevated sufficiently at that time relative to the future capacity of the
strategic constraint that they do not inadvertently become the constraint
themselves. The identification of
near-capacity constraints is a function of buffer management. The identification of the strategy and
strategic constraint is the function of the leadership. Let’s modify our diagram to reflect this more
strategic view.
The strategic nature of the 5 focusing steps – our
plan of attack – is important. If you
are especially comfortable with this concept, or more so if you are
especially uncomfortable with this concept, then click here for an extended discussion. In determining a desired future strategic constraint
we may come up against a small dilemma.
It is expressed at two levels. (1) We must subordinate a current
tactical constraint to a future strategic constraint. Consider for example a tactical constraint that is
the paint booth in a small engineering shop, and we want the constraint to
eventually move to the assembly area of that shop. In order to do so, we may have to forgo
maximum financial throughput per unit time on the current tactical constraint
in order to build the correct business for the future desired financial
throughput on the chosen strategic constraint. We can step this up to the next level. (2) We must subordinate a current strategic constraint to a future
strategic constraint. Imagine for example a successful regional airline
that decides to change market focus from short-haul and build its long-haul
traffic. In fact, we don’t need to
imagine examples. We can see exactly
this in Toyota today as that company develops hybrid engine technology and
brings it to market ahead of perceived demand (15). The development of the Cummins Engine
Company and the philosophy of the Irwin-Sweeny-Miller families is another
exceptional example of this process (16).
Both of these firms are examples of leveraging on the present to
create the future. The leveraging
results in lower current profit than would otherwise be possible – and a
greater future (and total) profit than would otherwise be possible. In fact we could step back a little to contemplate
how Toyoda Spinning and Weaving – a very successful firm in its own right
evolved into an auto manufacturer. If
this is too recent and singular then we are reminded that Mitsui was once a
drapery shop, then money lender, then a mining and manufacturing enterprise –
originating in the mid-1600’s. Sumitomo started out in 1590 as a copper
casting shop, then moved into trading, and then mining, then manufacturing,
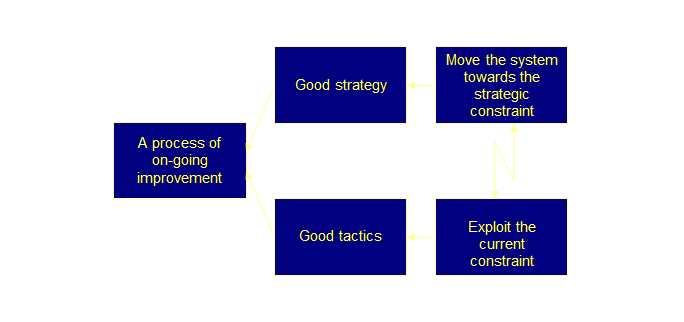
followed by banking and chemicals (17). Caspari and Caspari capture this dilemma which
occurs whenever such a new strategic constraint is selected. The dilemma is presented very nicely as a
short-run versus long-run cloud (18).
Let’s have a look at this cloud – here inverted.
Everything that we need to know to describe the
situation is there, but let’s reword this cloud slightly before we look more
closely.
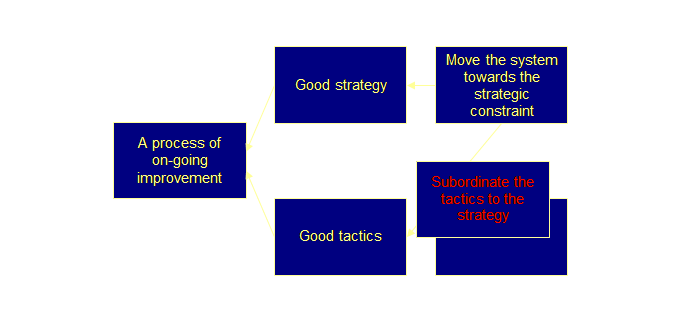
A conflict arises however from the extension of
these needs. In order to have good
tactics we must exploit the current constraint – otherwise what was the point
of having a constraint in the first place.
Also in order to have good strategy we must move the system towards
the future desired strategic constraint – otherwise our leadership decisions
will not be implemented. And herein
lies the dilemma; we can not both exploit the current constraint and not
exploit the current constraint (move the system towards the strategic
constraint). How can we break this dilemma? Let’s see.
In fact, if we substitute “long-run” for “good
strategy” and “short-run” for “good tactics,” then I think that we can see a
generic cloud that covers many more system and personal situations than just
this one. All firms will have a set of GAAP financial
statements. These will allow you to
have quick look at the health of the system.
In order to do so we need to rearrange the numbers as per the
following table.
Sales commissions become a part of totally variable expenses,
manufacturing variable and fixed overhead becomes an operational
expense. Direct labor becomes an
operational expense. Inventory is
valued at the raw material value and operational expenses are increased by
the portion previously “allocated” to stock. Every entry in the absorption costing is also
represented in the throughput costing and the net result is the same. However, now we can see at a glance whether
we are making a profit – does throughput exceed operational expenses – is our
operating income positive. Of course
this doesn’t allow us to drill down to the drivers, to do that we would need
knowledge of the location of the constraints. Such a quick conversion also allows us to evaluate
the consequences of increases in throughput and decreases in pricing. Goldratt’s consistent admonishment is not
to decrease prices (19). However, it
certainly happens and it often happens without consideration for the amount
of increased sales necessary to maintain the pre-existing equilibrium (“the
market demanded it”). It also happens
without consideration for the other non-price penalties the firm already
inflicts upon its market – late orders, long lead times, poor product
quality, and frequent out of stock for example. We will examine these a little more in the
section on supply chain. Increasing productivity in a healthy business will,
as we saw in the section on bottom line, increase profitability
substantially. The ensuring robust
cash flow should allow the business to grow even further. But what of companies that are not so
healthy to begin with, maybe companies that are at the other end of the
spectrum facing commercial recovery or turnaround? For such companies cash flow and perhaps
even the timing of cash flows is of critical importance. Goldratt and Fox characterize cash flow as; ”… an on-off measurement. When we have enough cash, it is not
important. When we don’t have enough
cash, nothing else is important.” Cash
flow is a survival measurement (20)! Be that as it may, there is little discussion of
cash flow within the constraint management literature (21, 22). However, Stein mentions how to use a
constraint schedule and Throughput Accounting to effectively manage cash flow
in situations where this is imperative (23). Let’s repeat the definition of cash flow from the
measurements page; Cash Flow = Throughput - Operating Expense + Inventory Change Note however, that when there are stock movements; Net Profit = Throughput - Operating Expense - Inventory Change This is especially important for absorption-based
accounts because the stock has overhead attached to it. Therefore; (1) When stock
increases, then profit increases,
but cash flow goes down. (2) When stock
decreases, then profit decreases,
but cash flow goes up. When overall inventory is small, or if overall
inventory is large but period to period changes are small these factors are
not particularly significant. However,
in the initial stages of an implementation where there might be a substantial
reduction of work-in-process or more importantly finished goods, then it is
important that this effect on the accounting position is known and understood
beforehand. In the situation of a turnaround getting old
work-in-process out the door as fast as possible it will bring much needed
cash into the system. For many people transferring the discounts and sales
commissions of absorption costing from indirect expenses to the variable
expenses of variable costing is OK, but transferring direct labor from cost
of goods sold of variable costing to operating expense of throughput
accounting is difficult to sanction. Part of this undoubtedly arises from the fact that
direct labor is the variable against which indirect costs are allocated to
products to obtain a “product cost.”
That is, unless, a more “sophisticated” approach such as activity
based costing is being used. There are two interrelated reasons why it is
essential to move direct labor to operating expense. They are; (1) Technical Considerations. (2) Philosophical Considerations. Let’s deal with the technical aspects first. Inherent in the assumptions of absorption costing
and variable costing is that direct labor is an avoidable cost. You can reduce direct labor. This may have been so in the past when
absorption costing was developed and most direct labor was on
piece-rates. Then, in fact, almost all
direct costs were indeed variable costs.
These days this is not so, and to make decisions based up this
assumption will lead to contrary results.
The damage caused by companies that “…still use the same cost
accounting and management control systems that were developed decades ago for
a competitive environment drastically different from that of today” is well
documented (24, 25). Moreover, even if direct labor could be considered
as a totally variable expense, in most western countries even if it is legal
it is neither particularly acceptable nor easy to lay-off staff. In Europe and Japan there are strong
governmental regulations and social norms that make this almost
impossible. It seems that our
accounting system is suffering from inertia. Given these technical considerations, there are also
deeper and much more important and powerful philosophical considerations. Superficially we know part of this already. Ask yourself, what would happen if you had
a successful improvement program, found some spare capacity – people – and
then laid them off? What would be the
chance of another improvement program within that organization within the
next 5 years? What about the next 10 years? And we saw ourselves in the section on
bottom line effects that improvements based upon cost reduction suffer
diminishing returns – so even if the people remaining will co-operate then “bang
per buck” gets less and less each time.
And of course people will co-operate but every problem will be
external and beyond their control. Now consider also what would happen if you raised
productivity and profitability (and we know this can be done), you now have
an open ended improvement process – peoples’ security is enhanced and their
desire to contribute is improved. This
is why one of the pivotal necessary conditions for a process of on-going
improvement is; provide employees with a secure and satisfying workplace now
and in the future. But deeper than this are some underlying
values. Jones and Dugdale consider
that in the foundation of Goldratt’s work there are humanitarian concerns
that are the moral framework for his management theories. “For Goldratt, … and other advocates of
TOC, …, the treatment of labor as a fixed cost is a moral and political
statement that pays more than mere lip-service to the interests of employees
(26).” Jones and Dugdale develop this
point further and compare and contrast Theory of Constraints with activity
based costing. They conclude that;
“ABC and TOC represent not only different socio-technical systems but also
different moral systems.” Being part of a different moral and socio-technical
system is not a liability. In fact it
is just the opposite; it is a definite strategic advantage. Hurst has also raised similar important
issues about Toyota’s just-in-time system (27). He makes a case for this to be a
substantial competitive advantage.
This is a concept that we will return to and examine in more depth in
the page on strategic advantage. The experience with job security in kaizen in
Japanese corporations is actually no different from that of Theory of
Constraints; “There is an important precondition that must be met …that the
shop floor has the ability to perform kaizen, and that no jobs will be lost
as a result of kaizen.” Moreover, “the
maintenance of this precondition is the key foundation for independent kaizen
(28).” In fact it almost becomes
circular. In order to improve we must
be secure, in order to be secure we must improve. Lean implementations in the United States
of America have also found that guarantees of job security are an important
part of the improvement process (29). Maybe Deming said all of this much more succinctly;
“Drive out fear (30).” Some people of reductionist/local optima persuasion
consider that throughput accounting has limited strategic capability. Hopefully the previous discussion on
strategic issues has helped.
Schragenheim best summarizes this situation as follows. “The TOC approach may remind people of the
marginal costing method, but the similarity is very superficial. TOC objects to any allocation of fixed
costs, but is not going to ignore them.
Moreover, TOC is system oriented
and by that a different logic emerges.
TOC looks for the marginal costs for the whole system rather than the
marginal costs associated directly with the decision at hand (31).” So it seems that the limitation is more to
do with a reductionist/local optima mind-set than a failure of the
systemic/global optimum environment in which this accounting should be
executed. Let’s use our system model once more to illustrate
this. Let’s draw the
reductionist/local optima view first.
Takashi Kawase sums up this problem best. “Paradigm shifts are not born out of
existing evaluation standards (especially not from economic calculations),
but from the pursuit of ideals and convictions. This is because it is not possible to
predict the merits and demerits of a revolutionary new process accurately
(32). However, within systemic/global optimum
practitioners there is awareness that throughput accounting is not
perfect. “The remaining hurdle is to
restate financial statement profit to best align executive strategy and
decision making with both short- and long-term results (33).” This brings us to the concept of
constraints accounting.
Caspari and Caspari are practitioners who are aware
that throughput accounting is not perfect; essentially we are trying to
evaluate a global-throughput paradigm with an existing local efficiency
costing paradigm and calling it throughput accounting. Caspari and Caspari borrow a term from computing
jargon to describe the situation; throughput accounting is a “legacy system”
firmly lodged in the cost world (34).
It appears that we must eventually replace it with something more
systemic – constraints accounting. Does this mean that the preceding discussion on
throughput accounting is invalid? No,
not at all. In fact I will argue we
needed throughput accounting to transition from absorption accounting to
constraints accounting. This doesn’t
mean that constraints accounting is derived from throughput accounting, it is
not, but we needed to go there first before we completely understood what was
missing. Let’s view this by analogy. In organic evolution, when a new need or
opportunity arises, organisms must “make do” with whatever is on hand – because
there is nothing else. A pre-existing
part is co-opted to a new function; thus we have the panda’s “thumb” – which
isn’t a thumb at all – and a multitude of similar examples (35). In business revolution then, when a new
need or opportunity arises, firms also must “make do” with whatever is on
hand – because, at first, there is nothing else. When drum-buffer-rope first appeared there
was a need for a consistent accounting approach. Variable costing was at hand and pressed
into service. Of course, organic
evolution is an entirely passive process whereas business revolution is
decidedly active. In business we can
invent totally new solutions, but first, we need to understand the problem. Throughput accounting limitations allowed
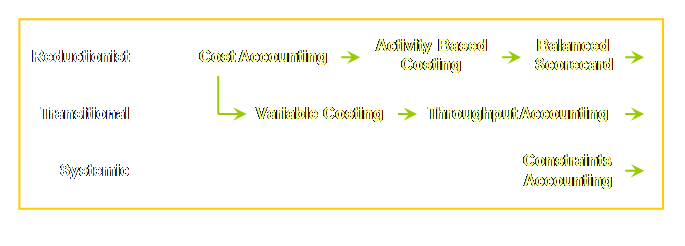
us to better understand the problem that we wanted to solve. Let’s try and capture this in a diagram.
Variable costing also developed from cost
accounting, but out of the recognition that some costs are incurred
irrespective of the fixed cost component and thus better management decisions
about product cost could be made by identifying these variable or
differential costs (38). Throughput
accounting develops this concept further to the point where direct labor is
no longer considered variable.
Although product cost is avoided by instead considering throughput,
the concept isn’t very far away.
Constraints accounting is the only methodology that is truly a
systemic/global optimum approach. We saw some of the limitations of throughput
accounting in our travels through this site.
For instance we lose sight of the constraints as soon as we get above
a product level in our accounts. In
throughput accounting we make investment on the basis of a significant
increase in output or throughput then have to depreciate the investment at
some glacial rate over many years as operating expense. When the constraint moves out into the
market we don’t really know what contribution to expect from any new product,
we know that anything above material cost is a positive contribution, but
that knowledge alone isn’t sufficient.
To these examples we must add Smith’s concerns above about alignment. Constraints accounting is a global throughput
accounting paradigm with which we can evaluate our global-throughput
decisions/operations in an internally consistent manner. It brings the effect of identified
constraints to the profit and loss statement and therefore effectively
subordinates the management accounting function of the firm to the goal of
the organization in a true process of on-going improvement. It provides a bridge for building new
product contribution expectations. It
allows us to recover investment in breaking constraints as operating expense
at rates commensurate with the new rate of throughput. And it provides a means of goal congruence
via financial incentives to bust constraints, thus generating alignment for
both short-term and long-term results.
In broad principle the incentive system is not dissimilar to those
suggested for kaizen in Japan (39). Let’s hope that constraints accounting will
eventually be published. In the
meantime much of the basic material is available on-line (see links and resources). We ended the preceding section on the note that if
there is one department that can block all others then that department is
finance. We have seen, however, that
there is no need for this to occur.
Indeed financial accountants – people who deal with and understand
flows of money – will wonder what all the fuss is about. After all it’s just common sense. Let’s turn our attention then to some of the broader
aspects of leadership. (1) Noreen, E., Smith, D., and Mackey, T., (1995)
The Theory of Constraints and its implications for management
accounting. North River Press, pg 13. (2) Smith, D., (2000) The measurement nightmare: how
the theory of constraints can resolve conflicting strategies, policies, and
measures. St Lucie Press/APICS series
on constraint management, pp 107-113. (3) Smith, D., (2000) The measurement nightmare: how
the theory of constraints can resolve conflicting strategies, policies, and
measures. St. Lucie Press, pp xv &
28. (4) Smith, D., (2000) The measurement nightmare: how
the theory of constraints can resolve conflicting strategies, policies, and
measures. St. Lucie Press, pg ix. (5) Schragenheim, E., and Dettmer, H. W., (2000)
Manufacturing at warp speed: optimizing supply chain financial performance. The St. Lucie Press, pp 225-244. (6) Goldratt, E. M., (1990) The haystack syndrome: sifting
information out of the data ocean.
North River Press, pp 96-97. (7) Goldratt, E. M., (1990) The haystack syndrome: sifting
information out of the data ocean. North
River Press, pg 98. (8) Dettmer, H. W., (1998) Breaking the constraints to world class performance. ASQ Quality Press, pg 37. (9) Corbett, T., (1998) Throughput Accounting: TOC’s
management accounting system. North
River Press, pg 43. (10) Corbett, T., (1998) Throughput Accounting:
TOC’s management accounting system.
North River Press, pp 41-80. (11) Schragenheim, E., and Dettmer, H. W., (2000)
Manufacturing at warp speed: optimizing supply chain financial
performance. The St. Lucie Press, pp
56-57. (12) Newbold, R. C., (1998) Project management in
the fast lane: applying the Theory of Constraints. St. Lucie Press, pp 152-155. (13) Lepore, D., and Cohen, O., (1999) Deming and
Goldratt: the Theory of Constraints and The System of Profound Knowledge. North River Press, pp 107-112. (14) Abney, A., and Caldwell, R., (1998) It just
can’t be this simple – Valmont Industries.
Video JSA-12, Goldratt Institute. (15) Liker, J. K., (2004) The Toyota Way: 14
management principles from the world’s greatest manufacturer. McGraw-Hill, pp 71-84. (16) Cruikshank, J. L., and Sicilia, D. B., (1997)
The engine that could: 75 years of values-driven change at Cummins Engine
Company. Harvard Business School
Press, 587 pp. (17) De Geus, A., (1997) The living company: habits
for survival in a turbulent business environment. Harvard Business School Press, pp 108-111
& 144-145. (18) Caspari, J. A., and Caspari, P., (2004)
Management Dynamics: merging constraints accounting to drive
improvement. John Wiley & Sons
Inc., pp 261-262. (19) Noreen, E., Smith, D., and Mackey, T., (1995)
The Theory of Constraints and its implications for management
accounting. North River Press, pg 17. (20) Goldratt, E. M., and Fox, R. E., (1986) The
Race. North River Press, pg 20. (21) Dettmer, H. W., (1998) Breaking the constraints
to world class performance. ASQ
Quality Press, pg 33. (22) Smith, D., (2000) The measurement nightmare:
how the theory of constraints can resolve conflicting strategies, policies,
and measures. St. Lucie Press, pg 48. (23) Stein, R. E., (1996) Re-engineering the
manufacturing system: applying the theory of constraints (TOC). Marcel Dekker, pg 181. (24) Kaplan, R. S., (1984) Yesterday’s accounting
undermines production. Harvard
Business Review, Jul-Aug, pp 95-101. (25) Johnson, H. T., and Kaplan, R. S., (1987)
Relevance lost: the rise and fall of management accounting. Harvard Business School Press, 296 pp. (26) Jones, T. C., and Dugdale, D., (2000) The
making of "new" management accounting: a comparative analysis of
ABC and TOC. Proceedings of the Sixth
Interdisciplinary Perspectives on Accounting Conference, Manchester, U.K.,
July, pp 20-21. (27) Hurst, D. K., (1995) Crisis & renewal: meeting the challenge of organizational change. Harvard Business School Press, 228 pp. (28) Kawase, T., (2001) Human-centered
problem-solving: the management of improvements. Asian Productivity Organization, pp
118-119. (29) Womack, J. P., and Jones, D. T., (1996) Lean
thinking: banish waste and create wealth in your corporation. Simon &
Schuster, pp 139-140. (30) Deming, W. E., (1982) Out of the crisis. Massachusetts Institute of Technology,
Centre for Advanced Education, pg 59. (31) Ptak, C. A., with Schragenheim, E., (2000) ERP:
tools, techniques, and applications for integrating the supply chain. St. Lucie Press, pp 28-29. (32) Kawase, T., (2001) Human-centered
problem-solving: the management of improvements. Asian Productivity Organization, pg 179. (33) Smith, D., (2000) The measurement nightmare:
how the theory of constraints can resolve conflicting strategies, policies,
and measures. St. Lucie Press, pg 131. (34) Caspari, J. A., and Caspari, P., (2004)
Management Dynamics: merging constraints accounting to drive
improvement. John Wiley & Sons
Inc., pg 45. (35) Gould, S. J., (1980) The Panda’s thumb: more
reflections in natural history.
Penguin, pp 19-25. (36) Kaplan, R.S., and Norton, D.P., (1996) The
balanced scorecard: translating strategy into action. Harvard Business School Press, 322 pp. (37) Smith, D., (2000) The measurement nightmare:
how the theory of constraints can resolve conflicting strategies, policies,
and measures. St. Lucie Press, pg
136-137. (38) Johnson, H. T., and Kaplan, R. S., (1987)
Relevance lost: the rise and fall of management accounting. Harvard Business School Press, pp 153-158. (39) Kawase, T., (2001) Human-centered
problem-solving: the management of improvements. Asian Productivity Organization, pg
111-119. This Webpage Copyright © 2003-2006 by Dr K. J.
Youngman |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||