|
A Guide to Implementing the Theory of
Constraints (TOC) |
|||||
|
How Do We Manage Production Processes? Serial processes where there are dependencies
between one step and another are a relatively new phenomenon. Prior to the industrial revolution such
organizations did not exist. Since the
beginning of industrial revolution many have done little more than become
larger and more complicated as they take advantage of economies of scale and
economies of scope (1). In addition to
dependency we also recognize that variability is an important factor to
consider. So let’s examine in a
generalized way how we have approached managing production processes in the
past and then we will we delved into the Theory of Constraints logistical
solution – drum-buffer-rope. Let’s break things down a little using some fairly
common classifications; into job shops and flow shops, and into discrete and
non-discrete products. Then we will
examine the range of scheduling solutions that have been applied in these
instances in the past. Imagine a process where similar machines, or people
who are doing similar operations, are grouped together. Work moves in a sequence between these
specialist areas, sometimes flowing back the way it came to a previous area
before continuing on in the process.
This layout is known as a “job shop.”
A simple example might be a small engineering firm. Each job in the process could be unique or
it could be a repetition of a standard design. Each job could consist of single unit or a
batch of many units. A hospital is a rather sophisticated version of a
job shop. You don’t believe me? Then follow an individual patient around
the process for a day or so. At the other end of the scale from the job shop is a
“flow shop.” Here machinery or people
are sequenced throughout the plant in the order that most work will
require. Again the work might be
unique or a repetition of a standard design.
Each job could consist of a single unit or a batch of many units. Furniture companies that produce for the retail
trade are usually a flow shop. Tool
bit manufacturers are another example.
So too are electronics and automotive, however, as the diversity of
products decreases and the batch size increases the flow in parts of these
flow shops becomes more and more continuous.
Ultimately theses parts may become a dedicated flow shop – one flow or
process for one product or product family. So, why can’t these flow shops become truly
continuous, like a pulp and paper plant, or a petrochemical process? The answer is that the items in the process
are discrete, made of individual parts, rather than non-discrete like a
liquid or a crushed ore. In fact many
of the truly continuous industries are
in the primary or extractive industries – pulp and paper, petrochemical, and
dairy. Most of these industries
benefit from economies of scale and are capital intensive with a concomitant
reduction or replacement of labor. The industries
we are addressing here, those which manufacture or assemble discrete
products, are more likely to occur in secondary industries and more likely to
benefit from economies of scope. Of course there are always exceptions, both
steel mills and saw mills for instance are primary industries yet deal in
discrete products. There is a branch
of strategy devoted to economy of scope and scale considerations – operations
strategy. Operations strategy is an
important and often overlooked source of strategic advantage. One that we will return to and discuss
further in the page on strategic advantage. Within the
discrete product job shop and flow shops there are 4 basic topologies which
describe the flow of material within the process (2, 3).
Let’s start
with the I-plant seeing that it is the simplest. A joinery shop is a good example, different
wood products flow through essentially the same sequence; cutting, sanding,
assembly, and polishing for instance, to make a varied range of different
products. The V-plant is
divergent in nature, a reasonably undifferentiated raw material, maybe steel
coil in a steel mill or saw logs in a saw mill, travels through a variety of
paths to produce a range of products.
However, once a product has passed a divergence point, it can’t travel
backwards. You can’t unsaw a 2 by 4
into a 4 by 4. V-type or divergent plants are the plants of basic producers,
converters, and fabricators (2). The opposite
case of this is the A-plant; here multiple different starting materials are
combined and assembled into a final product.
At each step of the process the assembly can only take place if all
the other parts are also ready for assembly.
A-type or convergent plants are the plants of assembly
works (2). Finally there
is the T-plant. The text-book example
of a T-plant is a faucet manufacturer, although it is likely many electronic
assembly plants are quite similar. A
limited number of basic units in multiple configurations are assembled into a
wide variety of final products.
Differences in size, finish, and combination leading to an explosion
of product possibilities at assembly. T-type plants, like A-type plants, are also the plants of assembly
works (2). Umble and
Srikanth identify and describe a further 5 common composite plants built from
these basic elements (2). They are; (1) V-base with a T-top. (2) A-base with a T-top. (3) V-base with an A-top. (4) V-base with an A-middle and a T-top. (5) A-base and a V-base with a T-top. The recognition
of these basic topologies is a fundamental step forward in understanding
manufacturing processes and was a direct development from Theory of
Constraints or at least its forerunner, Optimized Production Technology (4). Once the type of plant is understood then
the mechanics of how to schedule and control becomes straightforward. So how do we
schedule something as simple as a joinery shop or as complicated as a steel
mill? Well, traditionally when
production scheduling systems are mentioned, most people probably think of
the following; (1) mrp – materials requirements planning. (2) MRPII – manufacturing resource planning. (3) ERP – enterprise resource planning. These systems
break down our discrete end-products into their component parts and component
pathways, and develop a production schedule and a bill of materials for
everything. Essentially these are
detail complexity systems – or reductionist/local optimum approaches. If we can obtain sufficient accurate data
about everything, everywhere, all of the time, then we will be able to
schedule the plant. Consider the
following for instance with respect to inventory records. “Some plants have achieved 99 percent
record accuracy. They had to approach
that accuracy, or MRP would not work (5).” Another
cautionary tale about the detail accuracy of MRP comes from the demise of the
American machine tool industry (6).
“Since the printouts were no better than the information fed into the
computer, every single item that affected the production schedule or product
had to be documented, for entry into the computer. MRP turned everyone – foremen, engineers,
and machinists – into clerks while taking them away from necessary duties.” “Worse MRP did
not work, no matter how hard everyone tried.
… there were simply too many variables and too much lead time between
the initial master schedule and final assembly. Despite updates and changes, delays in
production had a way of cascading in the MRP program, so that what was
correct in the January computer printout was misleading by February and
grossly inaccurate by March.” We will return
to MRPII later, but first there is another family of scheduling methods. These are; (1) Ford Production system – mass production. (2) Toyota production system – lean production. (3) Drum-buffer-rope – the Theory of Constraints production solution. These 3
methods are collectively known as synchronous manufacturing methods
(7-8). Essentially these are dynamic
complexity systems or systemic/global optimum approaches. They manage and protect only what is most
important, the slowest step in the process.
Let’s look at these in more detail. The Ford
production system, “Fordism,” occupies a special period in history when the
industrial revolution and machine tools made it possible for the first time
to move from craft production to mass production. Uniform and inexpensive interchangeable
parts allowed semi-skilled workers to carry out tasks formerly the domain of
individual tradesman. In addition,
“Taylorism” or scientific management had already made significant inroads
into the standardization of work practice and the reduction of waste –
especially the reduction of waste of movement (9). Huge
reductions in effort had already occurred through the implementation of
dedicated machine tooling and the assignment of a single task to each
assembler at Ford’s Highland Park factory by 1908. However, the introduction of the first
moving assembly line in 1913 halved the effort again by reducing the waste of
movement of workers moving from car to car and enforcing a faster work
pace. Also it reduced the waste that
occurred previously when faster workers overtook slower workers in front of
them and caused “jam-ups” (10). The moving
assembly line in the Ford production system became not only the material
handling system, but also the scheduling system. By default the rate of production was tied
to the slowest step in the assembly line. The key to
inexpensive interchangeable parts lay in high volume machine tool production
with low or no set-up costs. The Ford
production system is therefore most often limited to large scale production
with little product variation. The Toyota
production system is, in many ways, an evolutionary outcome of the Ford
production system. Taiichi Ohno
realized that by reducing set-up times he could substantially reduce the
waste that occurred in the mature implementations of the Ford production
system. Instead of a moving assembly
line to synchronize the system he used cards, called kanban, to signal
product flow from each preceding step in the process. Ohno leaves no
doubt of his awe for Ford (11). Ohno
developed the Toyota production system on the basis of the absolute
elimination of waste. He characterized
7 such wastes; overproduction, waiting, transportation, over-processing,
inventories, movement, defective parts and products. The two
pillars needed to support the Toyota production system are; (1) just-in-time (2) autonomation, or automation with a human touch “Just-in-time
means that, in a flow process, the right parts needed in assembly reach the
assembly line at the time they are needed and only in the amount needed. A company establishing this flow throughout
the system can approach zero inventory.”
Ohno recognized that the large inventories needed to support
inexpensive parts in the Ford system had a hidden cost – poor quality. "Every
link in the just-in-time chain is connected and synchronized." "The
kanban method is the means by which the Toyota production system moves
smoothly." Kanban is the
logistical system that ensures against the waste of overproduction and (with
andon) against the waste of making defective products. Kanban, essentially a card that calls for
more work from the prior work station, functions as the production chain does
in mass production, it limits the rate of the whole process to the rate of
the slowest step – wherever that may be. Just-in-time
has been immensely successful in certain industries in Japan. It is much more capable of lower volume and
higher product diversity than mass production. However, like mass production, it too,
seems most prevalent in industries such as consumer electronics and
automobiles. Both the Ford
production system and the Toyota production system are implicitly tied to the
rate of the slowest step, either by a physical line, or a card. Safety time, the time we need to take care
of “unexpected problems” is spread throughout the system. Both systems are therefore incomplete
subsets of synchronous manufacturing. Let’s now turn
our attention to the concept of synchronous manufacturing. Both the Ford
production system and the Toyota production have a commonality in their implicit
treatment of the constraint or slowest step.
Both systems seek to synchronize the remainder of the system to the
slowest step, either by a physical moving line or by kanban cards. The constraint, in-turn, can be
synchronized to the external market demand. Exploitation
of these systems occurs via “line balancing” and also by inventory reduction
in just-in-time. The Theory of
Constraints production solution, drum-buffer-rope, in contrast is explicit
in it’s recognition of the existence of constraints. As such, only the key control points of raw
material release, points of convergence or divergence, the constraint, and
shipping need to be “tied” together by the logistical system. The mechanism to tie the points together is
a time-phased schedule. Because
drum-buffer-rope explicitly recognizes the constraint and exploits it’s
capability to the full, drum-buffer-rope is able to operate at any product
volume or level of diversity. Umble and
Srikanth recognize the similarities of the Ford production system, Toyota
production system and drum-buffer-rope under the term synchronous
manufacturing. In this classification,
the Ford production system and the Toyota production system can be viewed as
partial implementations, or sub-sets, of synchronous manufacturing and
drum-buffer-rope as a full set of the capabilities (2). Let’s examine
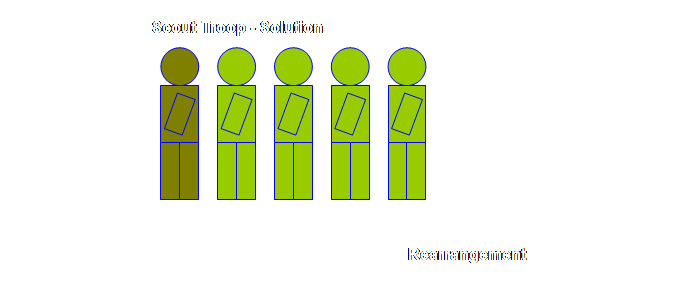
some of the broader points of synchronous manufacturing in more detail. To do that we will use the scout troop
analogy (12, 13). In The Goal Goldratt uses a fictional story of a scout troop
hike – fictional we guess; but like most of his books usually grounded in
personal experience somewhere. The
slowest person on the hike is a fellow called Herbie. To give you some idea of the penetration of
The Goal there are plants where the
concept of drum-buffer-rope may as well have been from Mars, and yet people
will proudly explain where their “Herbies” are. Back to the
story. A scout troop is an analogy
that most of us can easily relate to.
It starts out looking like this;
Goldratt has
used this as consistent analogy for production systems. The road traveled is analogous to the work
done. The portion of road occupied by
the troop at any one stage is analogous to the work-in-process, and the
slowest member is the constraint. And
of course on a hike the faster members can’t run around in front of the
constraint – so we have dependency and variation just as in any serial
process. Of course
there is a very common solution to this problem known to trampers and hikers
the world over – put the slowest member at the front. Let’s do that.
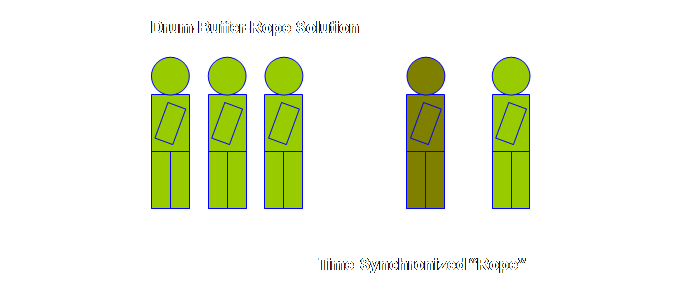
The army has a
variation on this theme. They used a
drummer to ensure that everyone marches to the same beat. Let’s have look at that.
Lets have look
at the Ford Production System – Mass Production, and the first example we
have of synchronised manufacturing.
Here a conveyor or process chain synchronises every step to the pace
of the slowest process stage regardless of where that process stage may be.
In the Toyota
Production system even if a conveyor is used for material handling, the
logistical system consists of cards (kanban) flowing back up the system
pulling material forward at each stage – just in time. The kanban tie the rate of production to
the rate of production of the slowest step. Let’s have a
look at this.
There remains
one further difference between mass production/just-in-time and
drum-buffer-rope and that is how these systems handle safety time or
buffering. In a process, “things
happen,” the right material doesn’t always arrive at the right place at the
right time. We need to be able to
absorb these “bumps” in the system. Let’s examine
how mass production and just-in-time protect themselves against process
variability.
In mass
production systems this results in defective work being pulled off the chain
in order for it to keep moving – after all if we stop it in one place, it
stops in all other places also. In
just-in-time the opposite has occurred and there has been a relentless
pursuit of kaizen or total quality management to reduce variability in the
product and the process itself. Not
that Ford wasn’t averse to using mass production methods to reduce product
variability – 15 engine blocks and 30 heads milled at a time in two separate
machines (14). Of course the converse
of this was massive scrap if there was an error. In both
systems, the time and effort to get to the stage where the logistical system
can run without constant breakdown is measured in years – because of the very
small tolerance for variability on the line.
Of course, as we well know, once quality is mastered both of these
systems are capable of tremendous output.
The foresight of Ford, Ohno, and Toyoda in pursuing these systems in
their earliest implementations has to be admired. How then does
drum-buffer-rope differ from this?
Let’s have a look.
If you have
ever seen a slinky spring, then consider a global buffer as a set of process
steps joined by short slinky springs.
The steps are joined, and there is a maximum stretch to the springs,
but there is also a lot of flexibility in-between. Buffers in
theory of constraints protect the system and processes against the effects of
special cause variation and uncertainty (15).
Schragenheim and Dettmer list several common causes of variation as;
absences, breakdowns, longer than expected setups, unanticipated quality
problems (usually there is much more colorful language to describe these),
fires, and electrical outages. Fires
must be an endemic cause variation in joinery firms “the welder left
yesterday, we didn’t expect the fire when we turned the dust extraction
system on!” We will
examine buffering issues in more detail in the section on
implementation. However, it should be
apparent here that drum-buffer-rope is much more robust towards process and
product variability. Therefore it can
be implemented much quicker and in situations where current quality standards
would preclude the other methods. One useful
outcome of using global buffers is that there is an automatic awareness of
points in the process that are causing consistent problems. Work from these areas will be late to the
constraint and management will know exactly where to concentrate their
improvement efforts – focus and leverage. We can
evaluate any system in terms of a set of synchronous manufacturing principles
(16). The principles are; (1) Do not focus on balancing capacities, focus on synchronizing the flow. (2) The marginal value of time at a bottleneck resource is equal to the
throughput rate of the products processed by the bottleneck. (3) The marginal value of time at a non-bottleneck resource is negligible. (4) The level of utilization of a non-bottleneck resource is controlled by
other constraints within the system. (5) Resources must be utilized, not simply activated. (6) The transfer batch need not, and many times should not, equal the
process batch. (7) A process batch may be variable both along its route and over time. MRPII deals
with detail complexity. If we can
identify and know; the material, and quantity, and pathway, and schedule, and
performance of each item in most places most of the time, then the overall
system will be effective. Exploitation
occurs via cost reduction – lowering the unit cost per part. Again the assumption is that the whole
system is the sum of the parts.
However, a new critical assumption is that there is infinite capacity
everywhere. Clearly when there is a
constraint in production, there is not infinite capacity everywhere. MRP is a
solution brought about by technology (the computer) that allowed a formerly
intractable problem to be addressed – how to schedule a job shop. When job shops were small, the foreman did
this in his head. When whole factories
operated as job shops with specialist operators using specialist machines in
specialist areas such manual scheduling became impossible and MRP did offer a
complex solution to this complex problem.
In fact today, ERP, allows us to address the same problems on an
enterprise-wide basis. However, it is possible
that MRPII/ERP is structurally unsuited to repetitive manufacturing environments,
having been ported there from its original job shop environment (17). However, if
you already have an investment in MRPII/ERP, then it can still be put to good
use to schedule a drum-buffer-rope environment. There are a number of ways to do this
depending upon whether the environment is job shop or repetitive processing
(17) and whether the MRP lead times are fixed or dynamic (18). Where the
output is high volume and product variation is low, then the process can be
rearranged into a flow shop and the kanban pull system of just-in-time is an
effective means of scheduling.
However, in either this high volume/low variation system, or a low
volume/high variation process, drum-buffer-rope is also an effective means of
scheduling without the need to form a flow shop. Moreover implementation is a matter of
weeks. Note that both
just-in-time/kanban and drum-buffer-rope are dynamic, constraint-based,
synchronous management systems. We can
overcome the limitations of MRPII and its focus on detail complexity, only by
implementing one of these two systems which address dynamic complexity. But why then
choose drum-buffer-rope? Because, if
there is not a pre-existing investment in just-in-time, then drum-buffer-rope
is going to be the fastest, most cost effective means of gaining more
throughput. World class
manufacturing might best be considered as an American reaction to the
Japanese exportation of just-in-time to that continent. It was developed and championed by Richard
Schonberger (19, 20, & 21). World
class manufacturing is quite a broad concept, but the term has become
debased. Schonberger
was one of the first American academics to draw broad attention to;
just-in-time, kaizen, and total quality management methods through his book Japanese Manufacturing Techniques. He did this through his observation of
Kawasaki in Nebraska and others from the mid-1970’s onwards – albeit a
Japanese system with American management and staff. And although Schonberger’s insights into
the Japanese system were keen and advanced for the time, they were colored by
the “cost” and reductionist lens of his homeland. As an aside we
can also see from Schonberger’s language that by the mid-90’s Theory of
Constraints was making itself felt even if not actually acknowledged. “The direct goal of the firm is not
to produce revenue or make money.
It is to serve customers.
Making money is a derivative (21).” Indeed, such a
goal as serving customers might be correct from a quality management
viewpoint, but if so, then we need to take especial note of Stein’s
admonishments that clearly one can improve customer service and similar
aspects but if profit does not also improve, then the question becomes one of
how long the firm can keep this up (22, 23).
Therefore the goal can not be serving customers; it must be
profitability; although clearly customer service is one of the necessary
conditions for this. See more on
Stein’s TQM II argument below and also in the quality/TQM II page. Lean
production, like world class manufacturing, is a development out of an
amalgam of just-in-time, kaizen, and total quality management and arises from
the research activities of the International Motor Vehicle Program (24). Once again the insight of the authors into
the systemic approach of the Japanese manufacturers in comparison to the
reductionist approaches of the American and European manufacturers is quite
clear. But, they too, by the time of their
second book Lean Thinking are clearly
falling foul of their reductionist roots (25). “So you’ve got too many people if sales
remain constant. What are you going to
do? The one thing you must do is
remove excess people from activities where they are no longer needed.” … “But
what do you do with these people?” Their
considered reply was “the correct thing to do is to face it up front, by
estimating the number of people needed to do the job the right way, and
moving immediately to this level. Then
you must guarantee that no one will lose their job in the future due to the
introduction of lean techniques. And
you must keep your promise.” Sounds like
heroic western management; “many workers will lose their jobs but that is a
sacrifice management is willing to make” (apologies to Lord Farquaad –
Shrek). Why would sales remain
constant other than if no additional value to the customer has been
produced? So why undertake a lean
initiative in the first place? It
seems, all too often, that lean production is just a new name for cost
reduction. Deming
stressed the need to bring any system under control in order to improve
it. That is we should reduce
variability sufficiently that we are able to see whether changes result in an
improvement or not, rather than being swallowed up in the “noise” of the
system. Lepore and Cohen (26) call
this “making the system stable” and in their synthesis of the methodologies
of Deming and Goldratt place it as the step before employing the 5 focusing
steps of; identify, exploit, subordinate and elevate. However it would seem more likely that in
fact identifying or nominating a constraint and managing according to that;
be it a process constraint, or in sales, or in marketing, or in distribution,
should precede stabilizing the system.
In fact it enables stabilization to occur. Certainly once
a constraint has been identified or nominated then we know where to
concentrate the detail complexity toolsets of total quality management,
kaizen, and total productive maintenance – on the constraint itself and those
parts of the system causing holes to appear in the buffer. Total quality management is just as
important to the process of on-going improvement of drum-buffer-rope as it is
to just-in-time or the detail complexity systems. Creating improved process and product
quality creates additional sprint capacity that is necessary to continue
increasing output. However to obtain
real value from TQM we need to know that the benefits will actually carry to
the bottom line. For that we need to
introduce the concept of TQM II (22). Robert Stein
coined the term TQM II to describe the traditional TQM toolsets directed by
the focusing and leveraging power of Theory of Constraints. The problem as he sees it is; “the focusing
mechanisms provided by the traditional methods such as o Single minute exchange of die (SMED) o Total productive maintenance (TPM) o Statistical process control (SPC) o Design of experiments (DOE) o Quality function deployment lack an
effective mechanism for focusing activity so that the use of the tool is in
line with the goal of the company. The
TOC based information system can provide that focus. From a physical perspective, the task of
determining what to fix and when to fix it is made easy (23).” Stein uses
knowledge of the location of constraints and near capacity constraints to
direct improvement efforts and throughput measures to quantify the
benefits. He uses buffer management to
prioritize and direct activities at stations that cause lateness or quality
issues downstream. TQM II addresses
not only process quality but also product quality in line with the goal of
the organization. As such it is a very
powerful adjunct to drum-buffer-rope and one that deserves far greater
attention. The use of a
physical chain or kanban makes both the Ford mass production system and
Toyota’s just-in-time approach systemic in as far as it is not possible add
more work to the system than the rate of output from the system. The rate of the individual steps is also
subordinated to the rate of the slowest step and this too is consistent with
the systemic/global optimum approach.
Yet, in other aspects, both approaches seem firmly entrenched in the
older reductionist/local optima view.
For instance safety is localized amongst all the steps within the
process. Line balancing and total
quality initiatives seek to reduce variability equally everywhere and thus
reduce the total amount of safety required.
Maybe a more correct view is that mass production and just-in-time are
somewhat transitional between the two approaches. We can capture this in a diagram much as we
did for accounting systems in the page on accounting for change.
Next, let’s
develop our understanding drum-buffer-rope fundamentals. (1) Johnson, H. T., and Kaplan, R. S., (1987)
Relevance lost: the rise and fall of management accounting. Harvard Business School Press, pg 217. (2) Umble, M., and Srikanth, M. L., (1995) Synchronous
manufacturing: principles for world-class excellence. Spectrum Publishing, pp 211-255. (3) Cox, J. F., and Spencer, M. S.,
(1998) The constraints management handbook.
St. Lucie Press, pp 101-128. (4) Goldratt, E. M., (1996) Production
the TOC way, Tutor guide. Avraham Y.
Goldratt Institute, pg 2. (5) Schonberger, R. J., (1986) World class
manufacturing: the lessons of simplicity applied. The Free Press, pg 180. (6) Holland, M., (1989) When the machine stopped: a cautionary
tale from industrial America. Harvard
Business School Press, pp 145-147. (7) Srikanth, M. L., and Umble, M. M., (1997) Synchronous
management: profit-based manufacturing for the 21st century, volume one. Spectrum Publishing Company, 310 pp. (8) Umble, M. M., and Srikanth, M. L., (1997) Synchronous
management: profit-based manufacturing for the 21st century, volume two. Spectrum Publishing Company, 234 pp. (9) Kanigel, R., (1997) The one best way: Frederick
Winslow Taylor and the enigma of efficiency.
Viking, pp 490-499. (10) Womack, J. P., Jones, D. T., and Roos, D.,
(1990) The machine that changed the world.
Simon & Schuster Inc., pp 21-47. (11) Ohno, T., (1978) The Toyota production system:
beyond large-scale production. English
Translation 1988, Productivity Press, pp 4-6, 19-20, & 93-109. (12) Goldratt, E. M., and Fox, R. E., (1986) The Race. North River Press, pp 72-99. (13) Goldratt, E. M., (1996) Production the TOC way,
Work Book. Avraham Y. Goldratt
Institute, pg 69. (14) Womack, J. P., Jones, D. T., and Roos, D.,
(1990) The machine that changed the world.
Simon & Schuster Inc., pp 36-37. (15) Schragenheim,
E., and Dettmer, H. W., (2000) Manufacturing at warp speed: optimizing supply
chain performance, pp 123-124. (16) Umble, M., and Srikanth, M. L., (1995) Synchronous
manufacturing: principles for world-class excellence. Spectrum Publishing, 270 pp. (17) Cox, J.
F., and Spencer, M. S., (1998) The constraints management handbook. St. Lucie Press, pp 90-99. (18)
Schragenheim, E., and Dettmer, H. W., (2000) Manufacturing at warp speed:
optimizing supply chain performance, pp 137-146. (19) Schonberger, R. J., (1982) Japanese
manufacturing techniques: nine hidden lessons in simplicity. The Free Press, 260 pp. (20) Schonberger, R. J., (1986) World class
manufacturing: the lessons of simplicity applied. The Free Press, 253 pp. (21) Schonberger, R. J., (1996) World class
manufacturing: the next decade: building power, strength, and value. The Free Press, 275 pp. (22) Stein, R. E., (1994) The next phase of
total quality management: TQM II and the focus on profitability. Marcel Dekker, 232 pp. (23) Stein, R. E., (1996)
Re-engineering the manufacturing system: applying the theory of constraints
(TOC). Marcel Dekker, pg 190. (24) Womack, J. P., Jones, D. T., and Roos, D.,
(1990) The machine that changed the world.
Simon & Schuster Inc., 323 pp. (25) Womack, J. P., and Jones, D. T., (1996) Lean
thinking: banish waste and create wealth in your corporation. Simon &
Schuster, pg 258. (26) Lepore,
D., and Cohen, O., (1999) Deming and Goldratt: the Theory of Constraints and
the System of Profound Knowledge.
North River Press, pp 43-57. This Webpage Copyright © 2003-2009 by Dr K. J.
Youngman |