|
A Guide to Implementing the Theory of
Constraints (TOC) |
|||||
|
That “P” Word – Paradigm What about that “P” word – paradigm? This is a word that we haven’t seen very
much of in the previous pages. What
could be the reason for avoiding such a common word? Well, maybe, because it is just such a
common word – in business. And maybe
also because it has lost its real meaning – in business. We have used words such as; mental models, views or
maps of reality, schemata,
insights, intuitions, hunches, beliefs, and perceptions, but these are all personal
entities. A paradigm describes a common
view of reality shared amongst a great number of people. To further understand the real meaning of
the word however, we must return to the origins of the term, to science. Thomas Kuhn coined the word “paradigm” to explain
how people who study the natural sciences could, as a group of individuals,
work independently upon a problem and yet maintain general agreement about
the nature of problem they are working on.
In contrast many of the social sciences are in a “pre-paradigm” stage
of “schools” where various groups of independent practitioners can’t even
agree upon the nature of the problem that they are investigating. Kuhn wrote (1); “
... I was struck by the number and extent of overt disagreements between
social scientists about the nature of legitimate scientific problems and
methods. Both history and acquaintance
made me doubt that practitioners of the natural sciences posses firmer or
more permanent answers to such questions than their colleagues in social
science. Yet, somehow, the practice of
astronomy, physics, chemistry, or biology normally fails to evoke the
controversies over fundamentals that today often seem endemic among, say,
psychologists or sociologists.
Attempting to discover the source of that difference led me to recognise the role in scientific research of what I have
since called ‘paradigms.’ These I take
to be universally recognized scientific achievements that for a time provide
model problems and solutions to a community of practitioners.” The existence of pre-paradigm “schools” is, of
itself, not a problem, it is simply recognition of a certain stage or
state. All of the scientific
disciplines had pre-paradigm stages, some extending back into pre-history. These stages are a necessary part of the
development of a paradigm. Competing
schools exist until a problem is sufficiently well defined that it becomes
the dominant shared view of the participants.
In business at the moment the best illustration of a pre-paradigm
stage is probably strategy where, currently, there are some 10 different
schools of thought (2). Schools arise because;
“In the absence of a paradigm or some
candidate for paradigm, all of the facts that could possibly pertain to the
development of a given science are likely to seem equally relevant (1).” In business applications the pre-paradigm schools
that exist today within strategy, and perhaps also sales and marketing, are
exceptions. Much of current business
is conducted in accordance with widespread, strongly held, and internally
consistent views. Many would argue
that these represent paradigms.
Indeed, we will argue here that there are at present two concurrent
paradigms afoot. We have essentially
done as much in the pages on strategic advantage and the OODA Loop, although we have so far
continued to call these concurrent ideas “approaches.” Let’s now use the criteria of Kuhn, the
originator of the concept of paradigms, to test the “fitness” of these
approaches to his description of a paradigm. And let’s add that, although there are two paradigms
afoot at the current time, they are essentially mutually exclusive. The newer paradigm may have built upon the
older pre-existing paradigm as we shall see, but unless a person is of “two
minds” we can not hold on to more than one paradigm at one time. Moreover, paradigms are not whims or
fashions, they are held dearly and given up reluctantly, and once given up they
are not revisited. If you had a “paradigm
change” this morning then it probably wasn’t a paradigm at all. When people talk about “having to give up” or
“overcome” so many paradigms, then they are confusing the detail of the
interpretation that arises as a consequence of a paradigm with the paradigm
itself. They are confusing policies
with paradigms. A paradigm is
characterized by achievements that are “sufficiently unprecedented to attract
an enduring group of adherents away from competing modes of … activity.” While at the same time it is “sufficiently
open-ended to leave all sorts of problems for the redefined group of
practitioners to resolve.” Kuhn
considers that achievements that share these two characteristics should be
referred to as paradigms. Furthermore
he recognized that a group of adherents can “agree in their identification of a paradigm without agreeing on, or even
attempting to produce a full interpretation
or rationalization of it. Lack of a standard interpretation or of an
agreed reduction to rules will not prevent a paradigm from guiding research
(1).” Before we delve any further into investigating the
fitness of our differing approaches as paradigms, it is important to remember
that we as individuals can not hold multiple paradigms at once. This website is written from the point of
view of one of the approaches – the new approach; therefore it is sometimes
difficult to completely argue for all aspects of the older and preceding
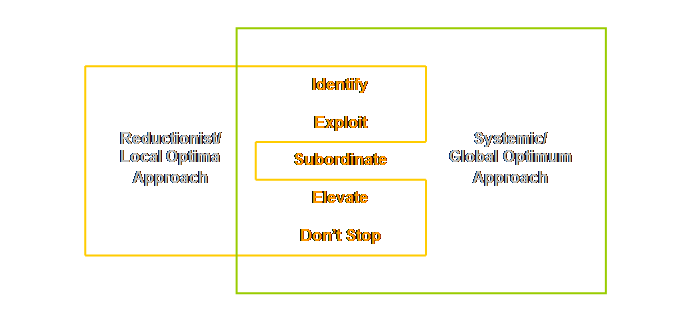
approach. In the introduction we presented a simple matrix
that served to combine two key concepts, the concept of complexity and the
concept of optimization.
From this simple matrix we deduced two diametrically
opposed approaches. We have
consistently used these two approaches to frame, and to reframe, our view of
our organizations. The two approaches
are; (1) Reductionist/local optima approach. (2) Systemic/global optimum approach. We have been
able to consistently use these two approaches, these two views, these two
lenses, to classify and to sort the various business methodologies that we
have examined in these pages. Let’s
now collate all the different activities that we have examined (plus a few
more from project management for good measure) and put them in a table sorted
against the two approaches. Let’s draw the
table.
Surprisingly, when we do this we find that there are
not only the two end-member approaches; but that there are also a number of
methodologies that seem to be transitional between the two. The transitional methodologies might be
described as having a strong leaning towards a systemic approach but still
retaining vestigial reductionist parts.
The transitional methodologies are enigmatic; we might “feel” as
though they ought to be systemic and yet we “know” that they are not. And while we may “know” that they are not
systemic, we may not know why they are not systemic. As we develop and tighten our definitions
of what is systemic and what is not, we will be able to better understand
this transitional class as well. We have characterized our two approaches in terms of
the methodologies that they embrace over a number of different aspects of
organizational activity. We know which
methodologies are characteristic of the reductionist approach and we know
which methodologies are characteristic of the systemic approach. We are almost ready then to test our two
end-member approaches for “fitness” as paradigms. It would be useful first, however, to
remind ourselves of some the developmental sequences that we inferred in
earlier pages. Let’s do that. In earlier pages on accounting for change,
production, and quality we constructed summary diagrams which, in addition to
classifying various methodologies according to our two end-member approaches,
also showed developmental relationships between the methodologies (or at
least a broad interpretation of the developmental relationships). The developmental sequence is indicated by
arrows. The arrows don’t show
duration, but the relative positions do imply priority. We can use these diagrams as guides to test
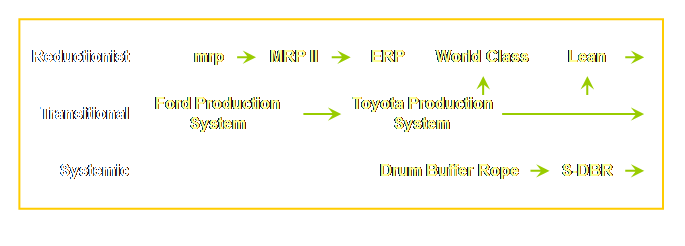
against some of the key characteristics of paradigms. Let’s start with manufacturing process/production
planning and control methodologies.
The transitional class is composed of the Ford
Production System and the Toyota Production System. Both methodologies are mass production
systems and while both are paced or synchronized to the slowest step in the
line, safety is distributed evenly throughout the system. The advancement of the Toyota system over
the Ford system is that although safety is spread throughout both, the Toyota
system seeks to substantially reduce it by increased quality throughout the
process. Drum-buffer-rope is the only truly systemic/global
optimum approach. It is both fully
synchronized, and contains reduced safety aggregated in the few key places
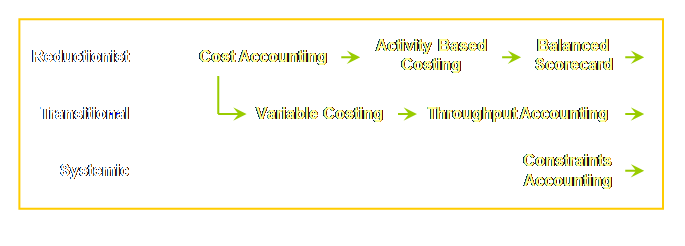
where it maximally protects the whole system. Let’s re-examine accounting methodologies in a
similar fashion.
The transitional methodologies are variable costing
and throughput accounting. Both seek
to make finer and truer distinctions between variable expenses and period
expenses; but both have their roots in cost allocation. The systemic/global optimum approach is represented
by the relatively new field of constraints accounting. Constraints accounting, for the first time,
essentially subordinates the financial information system to the strategic
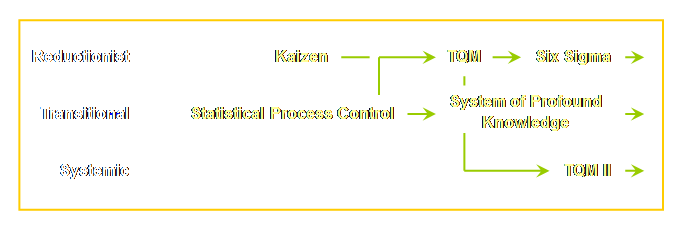
constraints of the system and thus it is a truly systemic approach. What then of the third and final set of methodologies
that we investigated – quality planning and control?
Deming’s system of profound knowledge developed out
of the much earlier work on statistical process control and is
transitional. It still uses Pareto
analysis to distinguish the areas to focus upon and Pareto analysis assumes
independence between parts in the system.
Thus it does not fully recognize dependency. Nor does the approach recognize the vast
inequivalence between different parts of the system or process. Stein’s TQM II is the only systemic/global optimum
approach. It recognizes dependency and
inequivalence and thus uses the focusing process to determine what is
important and what is not. There is,
however, a strong antecedent that the toolset is built upon – TQM. Thus, we now have some broad understanding of the
priority and developmental sequence of some of the most important
methodologies that we have addressed in these pages. We are now in a position to better evaluate
their suitability as paradigms. Kuhn subdivided paradigm-based science into periods
of relative stability which he called “normal science” and periods of change
or scientific revolution. Let’s start
at the start with “discovery,” then work through aspects of “normal science”
that occur after acceptance of discovery, and then finally let’s examine
something of the resistance of an older paradigm to the challenges of a newer
paradigm. "Discovery
commences with the awareness of anomaly, i.e., with the recognition that
nature has somehow violated the paradigm-induced expectations that govern
normal science. It then continues with
a more or less extended exploration of the area of anomaly (1).” It is much
easier to start here with the systemic/global optimum approach because discovery
of the reductionist/local optima approach most probably has its roots in the
Enlightenment movement of
late 17th and 18th Century Europe. We need to ask first; what evidence of
anomaly does the systemic/global optimum approach produce in comparison with
the reductionist/local optima approach?
Secondly we must ask; how does the systemic/global optimum approach
violate the expectations of reductionist/local optima approach? Let’s confine
ourselves to consider just two critical points at the moment, one from
production planning and control and one from accounting. From production planning and control the
anomaly is that by identifying and protecting one or just a few critical
points in a process we can substantially increase the output and decrease the
total lead time. From accounting the
anomaly is that even without an increase in output, we can substantially
increase the total profit by considering just 2 things; product throughput
(product contribution margin excluding direct labor) per unit processing time
at the critical point in the process and the total operating expense
(including direct labor) for the process. How does this
cause the systemic/global optimum approach to violate the expectations of the
reductionist/local optima approach? In
terms of planning and control it violates expectations that everything
everywhere must be scheduled by instead writing a schedule for just one or a
few entities, the constraint and any control points. It violates expectations that the process
rate is some sum of the process rates of the various stages in that the rate
of the constraint only, determines the rate of the whole process. It violates expectations of having
sufficient safety distributed amongst all points in the process in that less
total safety placed in front of a few key points will result in greater
system safety. It violates
expectations in that the non-constraints do not require scheduling, that they
do and should hold more capacity than that of the constraint, and that they
are the main determinant of total work-in-process and therefore lead time. In terms of
accounting the systemic/global optimum approach violates the expectations of
the reductionist/local optima approach that total profit is the sum of
individual product profits. Instead
total profit is determined by the sum of the throughput per unit time on the
constraint in the process. The
systemic/global optimum approach violates the expectations of
reductionist/local optima approach that operating expense (including direct
labor) can be allocated to individual products. Rather expenses are aggregated to each
process level. The systemic/global optimum approach
violates expectations of reductionist/local optima approach that operating
expense (period cost/expense) is accrued throughout the process. Rather operating expense is largely
determined by the non-constraints. By examining
just these two aspects, production planning and control and accounting, we
can say that we have positive evidence that the systemic/global optimum approach
produces unexpected and anomalous results.
The systemic/global optimum approach violates expectations brought
about by the reductionist/local optima approach. We can infer then that the
reductionist/local optima approach is a paradigm. If the reductionist/local optima approach
wasn’t a paradigm, we shouldn’t care about the anomaly and we would have no
expectations to violate. Let’s examine
then, another aspect of Kuhn’s argument. “The success of a paradigm ... is at the
start largely a promise of success discoverable in selected and still
incomplete examples. Normal science
consists in the actualization of that promise, an actualization achieved by
extending the knowledge of those facts that the paradigm displays as particularly
revealing, but increasing the extent of the match between those facts and the
paradigm's predictions, and by further articulation of the paradigm itself. Few people who are not actually
practitioners of a mature science realize how much mop-up work of this sort a
paradigm leaves to be done or quite how fascinating such work can prove to be
in the execution. And these points
need to be understood. Mopping-up
operations are what engage most scientists throughout their careers. They constitute what I am here calling
normal science. Closely examined,
whether historically or in the contemporary laboratory, that enterprise seems
an attempt to force nature into the preformed and relatively inflexible box
that the paradigm supplies. No part of
the aim of normal science is to call forth new sorts of phenomena; indeed
those that will not fit the box are often not seen at all. Nor do scientists normally aim to invent
new theories, and they are often intolerant of those invented by others. Instead, normal scientific research is
directed to the articulation of those phenomena and theories that the
paradigm already supplies (1).” Once again it
is more difficult to examine the normal science phase of the
reductionist/local optima approach than it is to examine the more recent
systemic/global optima approach.
However given that caveat let’s attempt both. Do we see an extension of the
reductionist/local optima approach, and do we see further articulation of the
approach itself? Let’s confine
ourselves once again to production planning and control and to
accounting. In production planning and
control the first automated systems were material requirements planning
systems – “small” mrp. This allowed
the automation and compression of hitherto complex and time consuming manual
planning methods in the growing numbers of larger and more mechanized job and
batch shops. Based upon the success in
material supply the approach was then extended to manufacturing resource
planning – “big” MRP and MRP II. In
turn, based upon the success of that in shop floor planning, it was extended
to supporting functions such as sales and ordering to become enterprise
resource planning or ERP. The initial
promise of mrp was extended and further articulated until it encompassed the
whole business planning function. If we look at
accounting we must start with cost accounting which successfully used direct
labor to allocate overhead costs and thus determine product costs. But we need also to be aware of a
distinction, we need to step back for a moment, back to a time before mass
production; back to a time when costing a “job” in shop was more important
than costing a product in a repetitive process. The accounting systems of the railroads
found their way into the steel companies that supplied the railroads and from
the steel companies to Fredrick Taylor.
“The system that Taylor absorbed …, made into his own, and altered to
suit his clients, was one he would apply at company after company. It gave you, monthly, a statement of
expenses, broken down by jobs labeled by letters and numbers and, later, by a
special mnemonic system. It applied
overhead not only to wages but to each machine, with time spent on the job
the basis for its proportion of the overhead (3).” Prior to accrual cost accounting, overhead
allocation was interested in jobs not products. It was a management system. “Many historians mistakenly associate the
overhead allocation methods of these early mechanical engineers with the
overhead application procedures used by twentieth-century financial
accountants. …modern financial
accountants require cost accounting to value inventory for financial
reporting (4).” This is a financial system. Given this
distinction, the acceptance of more modern cost allocation was maintained
even as direct labor became less important and was then further articulated
in the development of activity-based accounting which could use cost drivers
other than direct labor alone. The
acceptance of activity-based accounting has led in-turn to an even broader
application – the balanced scorecard approach. Each of these is both an extension of the
reductionist/local optima approach and a further articulation of that
approach. The further
development and articulation of the reductionist planning and control and
accounting methodologies suggests that the reductionist/local optima approach
is indeed a paradigm. How about the
systemic/global optimum approach then?
Do we also see an extension of this approach and do we see further
articulation of the approach within the various methodologies? Let’s examine this, again using production
planning and control and accounting. The production
planning and control the methodology is drum-buffer-rope. Drum-buffer-rope was originally applied to
linear make-to-order situations but was further developed and articulated to
apply equally to divergent/convergent flows and also make-to-stock
environments. More recently we have
seen the development of simplified drum-buffer-rope and the method has also
been extended to “project” type production or manufacturing (5). Accounting
presents more of a challenge in that the systemic methodology, constraints
accounting, is so new to the public domain that we can’t really evaluate it
yet – although we can argue that the development of constraints accounting is
nothing less than direct evidence of a further and on-going articulation of
the whole approach. Both
approaches show evidence of intolerance of other theories. Paradoxically we see this in the work of
Schonberger (6) who helped to introduced Japanese manufacturing techniques to
North American. Even though he was a
proponent of kanban for logistical scheduling to replace mrp, he considered
that MRP II was still superior for “major event” scheduling. The resistance of the reductionist/local
optima accounting methods to new theories invented by others is well
documented in other sources (7). Such reaction
is not unique to the reductionist/local optima approach. It is equally evident in the systemic/global
optimum approach. Anecdotally at
least, it appears that until quite recently, other “competing” theories were
barely mentioned by active Theory of Constraint proponents. Until recently acknowledgement of Senge’s
work, or of Lean Production, or of Six Sigma for instance did not occur
within the context of Theory of Constraints.
As an example; even though we can see allusions to Theory of
Constraints in the World Class Manufacturing literature (8) we do not see
World Class Manufacturing mentioned in the Theory of Constraints
literature. And we should add that the
allusion to Theory of Constraints was a subtle broadside at that. Hopefully as we tighten the definition of
the driver of the systemic/global optimum approach some of the reluctance to acknowledge
these methods can be viewed as due to their “impure” and transitional
nature. But we haven’t reached the
point in this discussion that we can do that yet. What we are
seeing in the production planning and control part of the reductionist/local
optima approach and the systemic/global optimum approach are the mopping-up
operations of normal science – the extension and further articulation of the
approach and apparent resistance to other ideas. This suggests that both the
reductionist/local optimum approach and the systemic/global optimum approach
are much more than just approaches; they are indeed paradigms. Let’s press
on. “during the period when the paradigm is successful, the
profession will have solved problems that its members could scarcely have
imagined and would never have undertaken without the commitment to the
paradigm. And at least part of that
achievement always proves to be permanent (1).” For the moment
let’s examine just the more recent systemic/global optimum approach with
respect to these comments. Theory of
Constraints began as a manufacturing “thing.”
It could have stopped right there and if it had, it would still have
been a very valuable contribution. But
it didn’t. We have to ask ourselves
why it didn’t stop there. The answer,
in-part, comes from one of the earlier quotes – there was a promise of success
discoverable in selected and still incomplete examples. And the answer, in-part, comes from a
commitment to the new paradigm. The
surety that something that worked for one aspect of a process here might work
for another aspect of a different process over there. Thus commitment to the paradigm has allowed
the development of not just a production application, but also a project
management application. Moreover, not
just single project environments but also multi-project environments as well,
and process/project environments.
Commitment to the paradigm has allowed the development of applications
in supply chain, both raw material supply, and finished goods. Within supply chain It has also enabled the
development of applications that are not just linear but convergent/divergent
as well. It is commitment to the
paradigm that allows these digressions to occur with some surety that the
problem will be better illuminated by the paradigm. Within the reductionist/local optimum approach an
excellent example comes to us by way of project management. And although we are not specifically
addressing project management, the example is too good to miss. Everybody knows about Gantt charts,
right? And nearly every commerce
student can tell you that they were developed in the ship building industry,
right? Gantt was involved in speeding
ship production through the Emergency Fleet Corporation – in 1917. But where did he train? He was Fredrick Taylor’s assistant from
1887 to 1893 and disciple thereafter (9).
Gantt’s commitment to standardization and documentation within the
reductionist/local optima approach learnt at Midvale Steel found its way into
project management during the First World War. This commitment of both the systemic/global optimum
approach and the reductionist/local optimum approach tells us that these are
more than just approaches; they are paradigms. However, commitment to a paradigm invariably
brings about resistance. “The
source of resistance is the assurance that the older paradigm will ultimately
solve all its problems, that nature can be shoved into the box the paradigm
provides. Inevitably, at times of
revolution, that assurance seems stubborn and pigheaded as indeed it
sometimes becomes. But it is also
something more. That same assurance is
what makes normal or puzzle-solving science possible. And it is only through normal science that
the professional community of scientists succeeds, first, in exploiting the
potential scope and precision of the older paradigm and, then, in isolating
the difficulty through the study of which a new paradigm may emerge (1).” Do we see
resistance to reductionist/local optimum approach? Sure, if you fully subscribe to the
systemic/global optimum approach. The
insistence on cost allocation by reductionist/local optima practitioners is
seen as resistance by the systemic/global optimum practitioners. The assurance that reductionist/cost
allocation is correct has seen a suite of increasingly more complex
approaches; cost accounting, activity-based costing, and now the balanced
scorecard. We see the same occurrence
in the reductionist suite from mrp to MRP II to ERP and thence to isolated
and imported elements of just-in-time as practiced in either World Class
manufacturing or Lean production. Without doubt
these reductionist methodologies, both manual and automated, are directly
responsible for a great deal of the increase in industrial productivity from
the 1900’s to around the mid-1970’s. At some point around this time however
difficulties began to become better known in both accounting (10) and
production planning (11), still the assurance that had allowed the reductionist
methodologies to succeed in the first place now began to look stubborn and
pigheaded – at least to those who were aware that a new discovery had been
made. That brings us a full circle. It brings us back to where we started;
awareness of anomaly. But now we can
be certain that our two approaches are paradigms. Let’s summarize our findings so far. There are two distinct approaches apparent in
guiding business decisions today; they are the older reductionist/local
optima approach and the newer systemic/global optimum approach. They represent concurrent, mutually
exclusive, and internally consistent views that have been developed and
articulated over a wide range of business activities. If we test them against the criteria that
Kuhn used to describe the development of paradigms in science then we are
left with the inescapable conclusion that both approaches are widely shared
and strongly held concepts. They are
both, indeed, paradigms. We can now be quite sure that our end-member
approaches are indeed paradigms. Thus
the reductionist/local optima approach is a paradigm, and the systemic/global
optimum approach is a paradigm. But
these terms – reductionist/local optima and systemic/global optimum – are
just descriptive names. We have used
them throughout these pages to avoid introducing bias by referring to older
more common names. What then are the
more common names? Let’s draw a
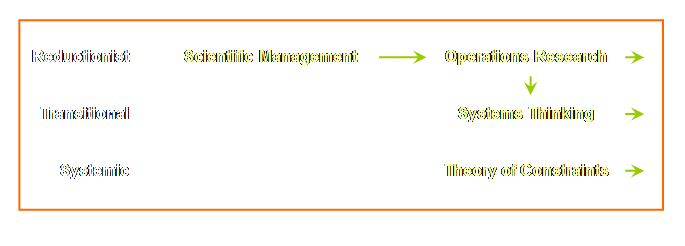
generic diagram along the lines of the ones above and see.
Scientific
management didn’t really disappear.
Rather, as we have mentioned on the page on measurements, it “morphed”
into operations research – a wholly more respectable endeavor because it
required large, expensive, and complicated computers. However at the heart of operations research
is the desire to reduce the problem to its fundamental reductionist parts. Let’s consider the transitional methodologies. Here we have placed systems thinking. Previously, in the individual methodologies
we used; the Ford production system, Toyota production system, variable
costing, throughput accounting, statistical process control, and the system
of profound knowledge. All but the
last of these are application specific.
Systems thinking, in contrast, is closer to an overarching methodology
and this is the reason for including it here as the representative for
transitional methodologies. In fact, we must further address
systems thinking here because throughout this site we have treated systems
thinking as synonymous with systemism and yet now we have chosen to treat it
as if it were not. Systems thinking is
somewhat paradoxical because it uses both
simple and fundamental archetypes and yet it is still detail and data
intensive. Systems thinking is transitional
with its roots in the reductionist paradigm – most probably via operations
research. The underlying assumption is
that everything in the model and all of the data is of equivalent
significance. Senge illustrates the paradox well; “… the art of
systems thinking lies in seeing through
complexity to the underlying structures generating change. Systems thinking does not mean ignoring
complexity. Rather it means organizing
complexity into a coherent story that illuminates the causes of problems and
how they can be remedied in enduring ways (14).” We could sum this up as follows; Dynamic complexity – isn’t Dynamic complexity isn’t complex if we know how to
locate and exploit the leverage points – the physical or policy constraints
that keep us from our goal. In effect,
knowledge of the constraints allows us to “see through” the apparent
complexity. However, locating and
exploiting the constraints is, of itself, insufficient. There is something else that we must know
about, but we will have to leave that until we determine the fundamental
driver for the systemic paradigm. What then of the systemic/global optima
paradigm? We hardly need to say that
this is currently characterized by Goldratt’s Theory of Constraints. And let’s suggest that currently there is
no other cohabitant methodology or approach that occupies this position. Again the reason will become clearer when
we examine the driver for the systemic paradigm. Scientific
management, operations research, systems thinking, theory of constraints; are
blanket terms for management philosophies within (and in-between) our two paradigms
– but what then are the core underlying drivers that allow us to make this
determination? What is it that
underlies both scientific management and operations research that makes them
reductionist? What is it that
underlies Theory of Constraints that makes it systemic – and yet precludes
systems thinking from the same paradigm? Time to delve
a little deeper. What is the fundamental driver that underlies the
world of scientific management? What
is the fundamental driver that unites the reductionist manufacturing/process
planning and control systems, accounting, quality, and project management
methodologies that we have listed? Could it be cost as in Goldratt’s description of the
“cost world?” For Goldratt the cost world is pre-occupied with operating expense and independence
(15). Certainly independence looks
like a fundamental driver, but is cost?
It seems unlikely that cost can be the fundamental driver for the
paradigm. We know this from the measurements
page; too often even while using cost as our guide we have to revert to “cost
+ intuition.” We know only too well
that we let our intuition override the driver; therefore cost can not be the
basis of the paradigm. Let’s return then to independence. Could this be the fundamental driver for
scientific management? Indirectly
maybe, but probably not directly. Too
few people have a conscious awareness of dependency and independency
(statisticians excepted). Robert
Kanigel gives us a clue to the real driver in the title of his biography of
Taylor; “The One Best Way: Frederick Winslow Taylor and the enigma of
efficiency (13).” It is that last word
that is the clue – efficiency. The fundamental driver for scientific management
(and operations research and systems thinking) is efficiency. An efficiency focus coupled with assumed
independence leads to local optimization everywhere. Goldratt of course was less equivocal; he
simply called it “efficiency syndrome.” Sometimes it is difficult to imagine how pervasive
the concept of efficiency is. Steam
engines – the very machine that powered the industrial revolution – are
inefficient didn’t you know. At the
onset of dieselization of the North American railroads steam locomotives were
derided as thermally inefficient compared to diesel and yet it is only within
the last decade that the largest diesel-electric locomotives have reached the
same horsepower as the steam locomotives they replaced 60 years ago. Yes they were thermally inefficient – but
stunningly effective. Do you remember when radios didn’t have transistors
but rather they had valves (or tubes) instead. Thermionic valves are inefficient too
didn’t you know. Yet today very simple
single-ended triode stereo amplifiers coupled to complimentary speakers are
redefining high fidelity audio. Yes
they are inefficient if wasting a few watts is a matter of concern – but they
are also stunningly effective. The concept of efficiency is so pervasive that it
infiltrates almost everything that we do.
Yet we make the error of equating efficiency with effectiveness. They are not the same thing. The driver for the reductionist paradigm can be
summarized in just one word then;
What then is the driver of the systemic/global
optimum approach? Let’s have a look. What is the fundamental driver that underlies the
world of Theory of Constraints? What
is the driver that unites the systemic drum-buffer-rope, critical chain,
replenishment, and constraints accounting methodologies? Could it be throughput as in Goldratt’s “throughput
world?” For Goldratt the throughput world is pre-occupied with throughput and dependency
(15). Certainly dependency looks like
a fundamental driver, but is throughput?
Throughput serves to focus on the open-ended potential for revenue
generation rather than the closed-end approach of reducing existing costs against
static revenue. However the financial
measure of throughput is too close to the physical measure of output, and few
businesses would fail to strive to increase their output. Thus, it seems unlikely that throughput is
the basis of the paradigm, if that were so we would fail to have a
differentiation and a differentiation surely exists. Let’s return then to dependence. Could this be the fundamental driver for
Theory of Constraints? Indirectly
maybe, but probably not directly. An
awareness of dependency arises whenever our span of control or sphere of
influence is increased from a local to a more global perspective. We have certainly stressed that re-framing
the situation from local to global is important – but it is
insufficient. Local and global optima
don’t represent mutually exclusive endpoints; they represent a sliding scale,
a continuum, from one extreme to the other.
It doesn’t seem so difficult to reframe from one extreme to the other,
given the right circumstance it is almost automatic, therefore this can’t be
driver of the paradigm. If it was
there would be no difficulty and difficulty surely exists. There is another aspect of dependence that we have
touched upon. It is a unique
perspective brought about by the Theory of Constraints through the
recognition of the existence of a singular constraint within a process. There can only be one constraint in any one
process under consideration, all other parts must be non-constraints. We must maximally exploit the constraint –
no one doubts this. But in a system of interrelated dependencies we must also maximally subordinate everything else. This is the fundamental driver of Theory of
Constraints in particular; and true systemic approaches in general. You doubt this?
Run around the house/office/factory/farm a number of times – let’s say
100 times for good measure. This is an
incredibly efficient use of your lungs and heart and muscles to name just 3
functions. So, why won’t you do
it? Because you have subordinated those
functions to the whole system that constitutes your body. At right at this moment your mind is busy
reading this text. It is so
inefficient, but hopefully significantly effective. We can summarize the driver for the systemic
paradigm with just 3 words; Subordination Subordination Subordination We can not repeat the word too many times. Moreover, subordination is fractal. It occurs at all levels and across all
disciplines. Vertically, we must
subordinate non-constraints in a production process to the constraint. In turn we must subordinate the production
process to the market if that is where the ultimate constraint lies. However, we might also subordinate some
markets to the strategy if that is the constraint to the goal of the
system. Horizontally, within an
organization we must also subordinate disciplines such as measurements and
finance and quality to the constraint and the goal of the system. Now let’s return for a moment to
systems thinking. Nowhere in the 5th Discipline
will you find an equivalent concept of subordination. This is the most compelling reason for
considering systems thinking as a transitional approach rather than as a
systemic paradigm. If subordination is so simple then how did we get
into this mess? We answered that on
the measurements page; we grew into it.
Previously – prior to the industrial revolution – local optimization
via local efficiency was a valid paradigm.
With the on-set of serial production processes we moved from local to
global optimization. Global
optimization is still achieved by local efficiency in the one place that it
counts – the constraints. This part of
the older paradigm remains. However,
now we must subordinate all of the other non-constraints and it is this
additional feature that distinguishes the new paradigm. Let’s try and make the distinction; Reductionism and efficiency is the paradigm of independent entities – our
pre-industrial past. Systemism and subordination is the paradigm of dependent entities – our
industrial present. As we moved from job shops to flow shops and from
craft to mass production, the process became more and more dependent and more
and more serial in nature. Thus
subordination became more and more important but we still mostly use the
older pre-existing paradigm of efficiency that arose in the previous craft
era. If you like; we as people have remained the same but
our mode of operation has changed – changed significantly. We are still in the phase of catch-up,
changing our behavior to match our mode of operation. There is a mismatch at present, a mismatch
that many of us can’t see. A mismatch
that maybe our previous experience and “training” precludes us from seeing. We saw that forming a systemic or global perspective
isn’t difficult for those at the top but it appeared that they were held-back
by the legacy measurements of a previous era.
In fact we found that determining the new fundamental measurement
wasn’t enough. We also needed a
focusing mechanism – our plan of attack, the 5 focusing steps. And the key to that focusing mechanism is
the one new step – subordination.
Subordination allows us to determine what is “doing the right thing”
in all circumstances. Without
subordination we haven’t moved on from the older paradigm. As we will soon see; we hear and we think that we
understand the true meaning of subordination, whereas actual implementation
experience shows that most often we don’t understand the true meaning at
all. First, however, let’s try to
further distinguish the two paradigms by looking at the differences between
them. In the following table are some of the key concepts
found in the reductionist and systemic paradigms. This table allows us to effectively compare
and contrast the two paradigms; we are able to see the similarities and
differences more clearly.
Let’s start at the start. What do we mean by reducible? Well, we could use a quote from Margaret
Wheatley to explain this;
“… machine imagery leads to the belief that studying
the parts is the key to understanding the whole. Things are taken apart, dissected literally
and figuratively (as we have done with business functions, academic
disciplines, areas of specialization, human body parts), and then put back
together without any significant loss.
The assumption is that the more we know about the workings of each
piece, the more we will learn about the whole (16)..”
Reducibility means that the whole can be known from an understanding
of the parts. To help to understand irreducibility let’s use a
later quote from Wheatley and Kellner-Rogers (17). “A system is
an inseparable whole. It is not the
sum of its parts. It is not greater
than the sum of its parts. There is
nothing to sum. There are no
parts. The system is a new and
different and unique contribution of its members and the world. To search backwards in time for the parts
is to deny the self-transforming nature of systems. A system is knowable only as itself. It is irreducible. We can't disentangle the effects of so many
relationships. The connections never
end. They are impossible to understand
by analysis.” Independence, invariance, and
equivalence of entities within the reductionist paradigm are strongly
interrelated. By equivalence we mean
that all parts of the whole have approximately equal relative capacity or
ability. Although each part may be
serially coupled to others they are independent by virtue of local safety or
buffering of some kind and their individual output is considered to be their
mean output with no allowance for statistical variation. Dependence, variance, and
inequivalence of entities within the systemic paradigm are also strongly
interrelated. By inequivalence we mean
that some entities of the whole have greater or lesser relative capacity or
ability than others within the system.
Although each entity may be serially coupled to others they are
dependent whether buffered or not, and their individual output is variable
within the bounds of statistical variation (and then some as well – things
that go “bump” in the night). It is important to take care to remember also that
the terms “constraint” and “non-constraint” don’t occur in the reductionist
paradigm at all. Combining our
discussion of inequivalence and constraint or non-constraint, Schragenheim
and Dettmer reminds us that; “What makes a constraint more critical to the
organization is its relative weakness. What distinguishes a non-constraint is its relative strength, which enables it to be more flexible
(18).” We are also reminded of the
effects of inequivalence in other ways as well. For instance; “The level of inventory and
operating expense is determined by the attributes of the non-constraints.”
Whereas; “The throughput of the system is determined by its constraints
(19).” We mentioned buffering or
safety. We might think of this
directly as safety time in projects or processes, as safety goods in supply
chain, and as waiting time/patients in healthcare. In the reductionist paradigm where
everything is equivalent, so too should the safety be equivalent and thus
spread locally, liberally, and therefore equally throughout the whole. In the systemic paradigm where entities are
inequivalent, so too should the safety be inequivalent. The maximal safety is found at the location
of the least equivalence thereby protecting the whole system. Protecting the whole system is
analogous to exploiting the whole system. Exploitation is the only word that
is common to both groups. Common and
yet its meaning is different. In the
reductionist paradigm where everything is equivalent we should not be
surprised to find that we must exploit each part equally. In the systemic paradigm where entities are
inequivalent we should not be surprised to find that we must exploit each
part inequally. In fact the English
language does not allow us to say this.
Thus maximal exploitation must be reserved, like maximal safety, for
the least equivalent entities – the constraints in the system. The word we must use to describe the
inequal exploitation of non-constraints is subordination. Just as exploit is the only word
common to both paradigms; subordinate is the only word unique to one of the
paradigms. Subordination is unique to
the systemic paradigm. Subordination
as we know means doing what we should do and not doing what we shouldn’t do –
according to the system’s perspective. The fact that the word “exploit” occurs in both
paradigms and the word “subordinate” only occurs in the more recent paradigm
is hugely significant. Let’s have a
look at this. Even though exploit occurs in both the reductionist
lexicon and the systemic lexicon, it has different meanings. Does that sound like a recipe for
misunderstanding? Oh yes. Exploit in the reductionist lexicon means
exploit everything everywhere and thereby optimize the system. Exploit in the systemic lexicon means
exploit only the constraints and thereby optimize the system. The word “exploit” is common to both paradigms and
yet its application is distinctly different.
This is the source of some of the confusion between reductionists who
indeed think that they are operating in a systemic fashion and systemists who
know that they are not. However, the
word “subordinate” offers even more cause for confusion. There is no word for subordinate in the
reductionist paradigm, the nearest word is sub-optimize and in the
reductionist paradigm to sub-optimize a part is to sub-optimize the
whole. It has a strong negative
connotation. Under the systemic paradigm, in order to optimize
the system we must subordinate the non-constraints to the constraints. As the number of constraints is few, then
the number of non-constraints is many, therefore most parts of the system are
subordinated and this is optimal. Under the reductionist paradigm, in order to
optimize the system we must not subordinate anything. As there are no constraints, everything is
viewed as important. Therefore, most
parts of the system are not and should not be subordinated and this is
optimal. Under this approach to
subordinate at any time is to sub-optimize. We must be very careful about using the word
“sub-optimize,” it only has relevance in the reductionist paradigm. In the systemic paradigm we can not
sub-optimize we can only subordinate.
In a system, subordination is optimal. We have talked about the cost world and its
assumptions of independence and equivalence, but inequivalence is hinted at
in the 80 to 20 rule – the Pareto principle.
Essentially this says that 80% of the result in a system of
independencies comes from 20% of the entities in the system – usually
interpreted to mean that 80% of the income comes from 20% of the
products. Another way to look at this
is to say that by touching 20% of the system we can affect 80% of the system. This is a statement of a power rule. Let’s summarize it as follows; Pareto Principle; the 80:20 rule
– much of the output comes from a minority of the parts. Now have you ever heard, anecdotally at least, of
companies that sought to “get rid” of the remaining 80% of the products that
give rise to just 20% of the income? They
couldn’t do it could they? You have to
have the remaining 80% of product base or client base or whatever to support
the total system. In the throughput world of dependency and
inequivalence that we are talking about, the effect of inequivalence is much,
much, greater than the 80:20 rule (13).
Goldratt suggested a ratio of more than 99 to 1. Essentially this says that at least 99% of
the result in a system of dependencies is determined by one or very few
entities in the system. By touching just 1%, the right 1%, of the system we
can affect the remaining 99%. This is
a statement of dynamic complexity.
Let’s summarize it as follows; Goldratt’s Rule; the 99 to 1
ratio – almost all of the output is determined by one or a few
parts. The one or few parts are, of course, the
constraints. For this rule to function
properly we must ensure that the non-constraints do do
the things that they should do and more importantly that they do not do the
things that they shouldn’t do – in other words that they are fully
subordinated. We, too, need the other
99% of the process base to support the total system. Let’s consider for a moment that a paradigm is
nothing more than an underlying dynamic to which we were previously blind
to. Consider also for a moment that
this new understanding of the underlying dynamic allows a whole “pile” of
previously assembled detail to be described for the first time in elegant
cause and effect (with no flying pig injections). Too often we are so close to the problem at
hand that we mistake the detail complexity for the paradigm; it is not. It is the underlying dynamic that is the
paradigm. When the underlying dynamic of continental drift
became established, then for the first time, several hundred years of
geological observation (detail complexity) could be explained in elegant
cause and effect. When the underlying
dynamic of extraterrestrial impact became established, then for the first
time, several hundred years of paleontological observation (detail
complexity) could be explained in elegant cause and effect. In our modern business structures too, the key to
understanding the paradigm is in understanding the underlying dynamic. Let’s have a look then at the implications
of our new found fundamental driver or dynamic – subordination. Quality is a necessary condition (19). Maybe, then, timeliness is also a necessary
condition – except that we don’t usually think of it as such. Both are a result of moving from craft to
mass production – from multiple parallel operations to fewer large-scale
serial operations. We have “caught up”
in our understanding of quality but we still lag in our understanding of
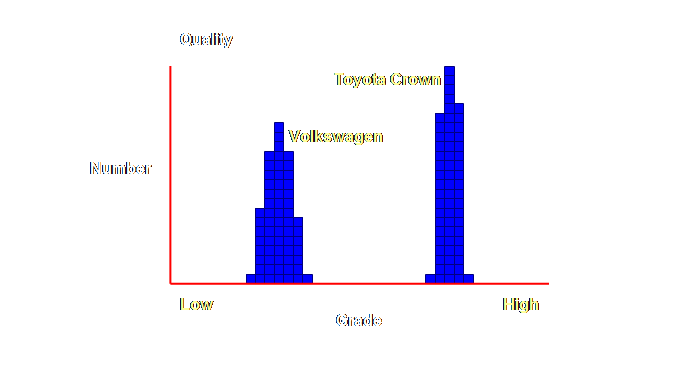
timeliness. Quality is composed of two components; grade and
variability. We verbalize grade as
either high or low. We can illustrate
this with two simple examples. A
1960’s VW beetle where quality is characterized by low grade and low
variability, and a 1990’s Toyota Crown where quality is characterized by high
grade and low variability. Both are
arguably examples of very good quality.
Shewhart defined quality as; "On
target with minimum variance (20)."
If we are to discuss quality we must discuss grade – the target – as
well.
Quality is a necessary condition rather than a goal
because we only need to have a better level of quality than our competitors
and one that our customer demands (or can be educated to want) in order to
have a competitive advantage.
Additional quality may not yield additional throughput for more than a
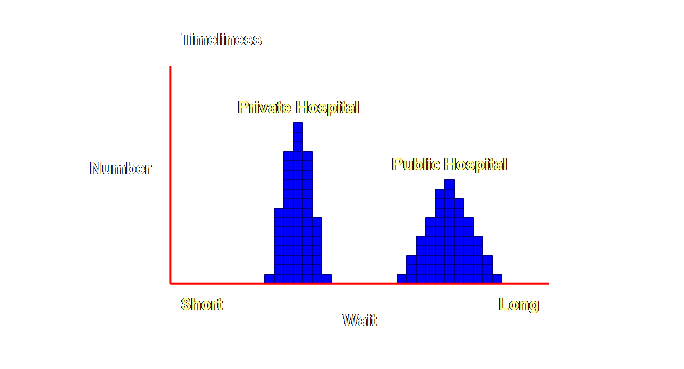
small section of the market. Timeliness, like quality, is composed of two
components; the wait and uncertainty.
We verbalize the wait as either sooner or later – shorter or
longer. Two examples? Well, how about private and public service
hospitalization. The private system is
characterized by timeliness that is both sooner and more certain, the public
system by timeliness that is both later and less certain. If we are to
discuss timeliness we must discuss the wait as well as the uncertainly.
In a craft system batches of work, if indeed they
exist, are small and the number of steps in the process is usually low and so
timeliness is not a significant issue.
In a mass production system, however, batches can be very large and
the number of steps quiet considerable and therefore timeliness becomes much
more significant. Timeliness is also a
necessary condition rather than a goal because we only need to have a better
level of timeliness than our competitors and one that our customer demands
(or can be educated to want) in order to have a competitive advantage. Additional timeliness may not yield
additional throughput for more than a small section of the market. Let’s be careful to make a distinction between cycle
time and timeliness. Let’s illustrate
this with an classical serial system – an 1850’s
tannery for book binding. In this process
hides take about a year to tan to completion, this is effectively the cycle
time – and for many people today this sounds horrendously long. However, it is possible to have multiple
hides at each stage of the process so that the end stage is producing one
hide per week or two hides per week – whatever is required. Thus we can be sure of that the wait for
the next hide will short rather than long.
The timeliness of this particular process is related to the production
rate and its variability, not to the cycle time. Having said that; where by cycle time is
affected by more than the simple production rate or duration, for instance
because of rework or additional work arising from the length of waiting, then
there is a case for treating the cycle time as a part of timeliness. It is the dependent and variable nature of modern
serial systems – our industrial present – that catapults quality and
timeliness into the center stage. Of
the two however; quality is much more tangible in nature and this helps to
explain why quality has had an earlier and more pronounced profile than
timeliness. Quality is a more obvious
factor and probably the more important factor at first. There is no point in the rapid and timely
production of sub-grade or highly variable output, however, once quality is
no longer a defining issue then timeliness may become one if a competitor
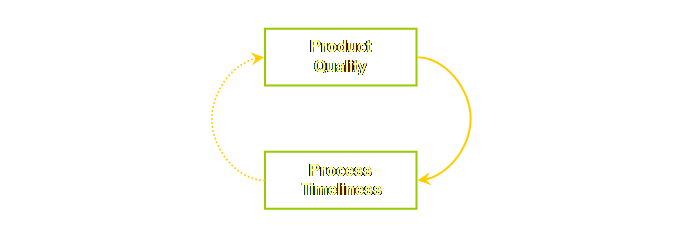
wishes to exploit it. There is also a more subtle interaction here. Increasing product quality – that is closer
to target with reduced variation causes increased timeliness. That is what just-in-time does. The continuous improvement in product
quality through the process results in increased timeliness within the
process. Thus improved timeliness is a
direct consequence of improved quality.
If you are still with me; then when we have a
timeliness issue we may look at product or process quality issues in an
effort to resolve the timeliness issue, however resolving the timeliness
issue by itself (through reduced lead times or effective buffering for
example) will not, of itself, improve product quality. This is a long way of getting around to the
point that we should not be surprised that improvement in product quality has
had better “press” until now than improvement in process timeliness. This says two things; (1) Companies that seize the timeliness opportunity have a strategic
advantage. (2) We must still continue to address product quality issues at the same
time. As businesses
have become more specialized, larger, more consolidated and integrated, and more
efficient, the aspects of quality and timeliness have become more and more
important. However, both quality and
timeliness as competitive issues have been mostly “fought out” within the
older reductionist paradigm. How much
easier it would have been if they had been fought out within the newer
systemic paradigm. Once again the organizations
that understand the new paradigm can be much more successful in utilizing
these two competitive pathways without suffering the diminishing returns of
the old paradigm. Why is this? Let’s see. Stein’s central message can be interpreted as; had subordination
been better understood then quality improvement initiatives could have been
much more rapid, focused, and successful than has been the case. Goldratt’s central message can be
interpreted as; had subordination been better understood then
timeliness and output initiatives could have been much more rapid, focused,
and successful than has been the case.
After all, subordination too, is a necessary condition. Additional levels of subordination beyond
that which is sufficient for the system to meet its goal will not move the
system any closer towards its goal.
But first we must ensure that indeed we have reached sufficiency. Let’s show some provisional relationships.
If subordinating the non-constraints is a necessary
condition, then so too is exploitation of the constraints a necessary
condition. Both are necessary
conditions for moving the system towards its goal. This raises an interesting point, sometimes
we consider failure of a system to be due to the “wrong” goal having been
chosen, when in fact failure is due to insufficient fulfillment of a
necessary condition. This happens not
only at a local level, such as with insufficient subordination, but also at a
global level. We can illustrate this
effect at a global level with the goals and necessary conditions common to
businesses in the United States and Japan. The goal of corporations in each country is often
different, and we might be inclined to think that one is right and the other
is wrong, but this only misleads us.
It is the insufficient fulfillment of a differing necessary condition
in each case that is really the cause the problem. It isn’t the differing goal. We need a separate page to do justice to
this argument, you can find it here. Otherwise
let’s continue on with our two necessary conditions – exploitation and
subordination. We need to ask ourselves to what extent does the
reductionist paradigm carry over into Theory of Constraints? When most people are first introduced to
the systemic paradigm of Theory of Constraints their reference environment, their
total experience, and certainly their performance measures are likely to be
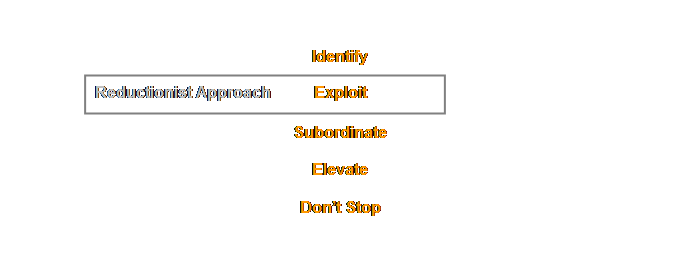
firmly rooted within the reductionist paradigm. Let’s investigate this further. We drew the diagram below on the process of change
page to show that the absence of subordination was the critical
difference between the two paradigms.
However, in doing so we may in fact have sub-consciously reinforced
that the presence of exploitation is the real issue – at least to
those operating within the current reductionist paradigm. Think about it.
Why does this occur?
Ask yourself where do we dwell when we present that plan of attack,
our focusing process? Certainly not on
subordination – most likely on exploitation.
And what is the most likely question to arise? Most probably “how do we exploit the
constraint (because we are already doing all that we can)?” This is how our plan of attack, our focusing process
looks to someone immersed in the reductionist paradigm.
Having dismissed the information to date, we can
then turn-off to the rest of the message.
The rest of the message is subordination. If you like this is a transitional
stage. People are evaluating the new
paradigm in the language of the old paradigm.
If they are listening then this is what they hear. They hear that the systemic approach is
about exploiting constraints.
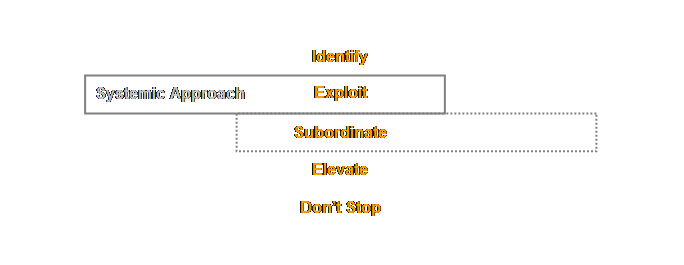
No, the real driver for the systemic/global optimum
approach is subordination. And we need
to not avoid the issue. The diagram
below is what people must see and hear.
Compare it to the diagram above.
We can summarize the two paradigms thus;
New Paradigm - Global subordination in support of the Goal
We need to be critically aware that our focusing
process will be incorrectly evaluated in the first instance according to the prevailing
reductionist paradigm. It is a case of
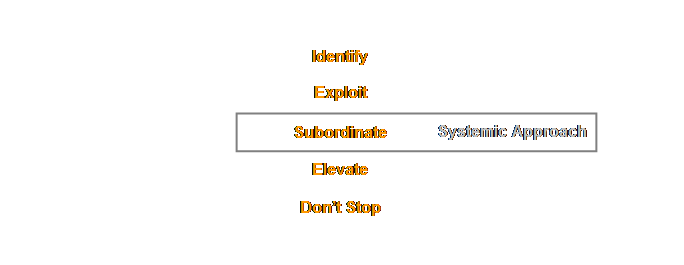
two paradigms divided by a common language. Think back a
moment to the provisional diagram that we drew to describe subordination as a
necessary condition for quality and timeliness. As a necessary condition we drew the entity
for subordination as a pre-requisite of quality and timeliness – we drew it
underneath those two entities. As a
necessary condition we drew the entity for exploitation as a pre-requisite of
throughput – again we drew it underneath the entity. But where did we place subordination with
respect to exploit? Beside it of
course! Why? Well, maybe, because we find it just so
hard to acknowledge that subordination is a
necessary condition of proper exploitation as well. A pre-requisite, not a co-requisite. Think about
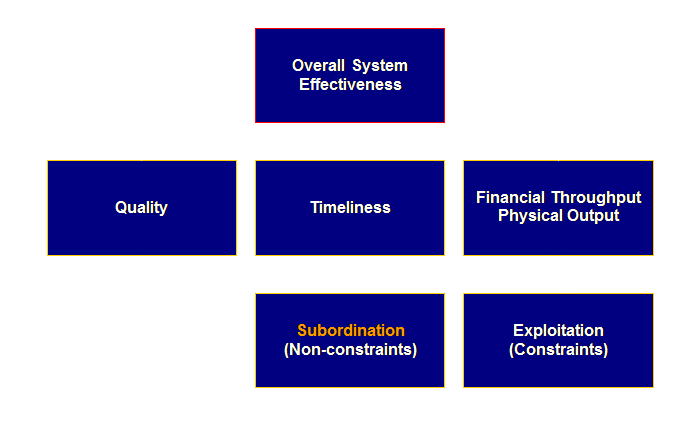
it. Let’s redraw
the previous provisional diagram with subordination in its proper place. We have also “folded” quality and timeliness
into one entity and we have added a new entity for operating expense as an
additional necessary condition. Let’s
see what we can make of this.
Previously we drew both subordination and
exploitation as co-requisites of throughput generation. Subordination however is the pre-requisite necessary condition for proper
exploitation and moving the system towards the system’s goal. Therefore we must ensure that we draw this
correctly. The older reductionist
paradigm is so pervasive that we just don’t think about it. Cast your mind back to the traffic light analogy
that we used in the process of change page and again on the production
implementation page. We know from
experience that when we fail to subordinate properly that we begin to destroy
financial throughput and physical output – regardless of whether the output
is a tangible product or an intangible service. If we have insufficient subordination then
we fail to fully protect the system and fail to fully exploit the
constraint. Therefore we must draw
subordination as a pre-requisite necessary condition of exploitation. Sure, when we approach the issue through the five
focusing steps, our plan of attack, we must first locate the constraint
before we can know which the non-constraints are. But once we have done that it is
insufficient simply to exploit the constraint – we must firstly ensure
adequate subordination of the non-constraints. Maybe this is a source of confusion; the
sequence of discovery is not necessarily the sequence or importance of
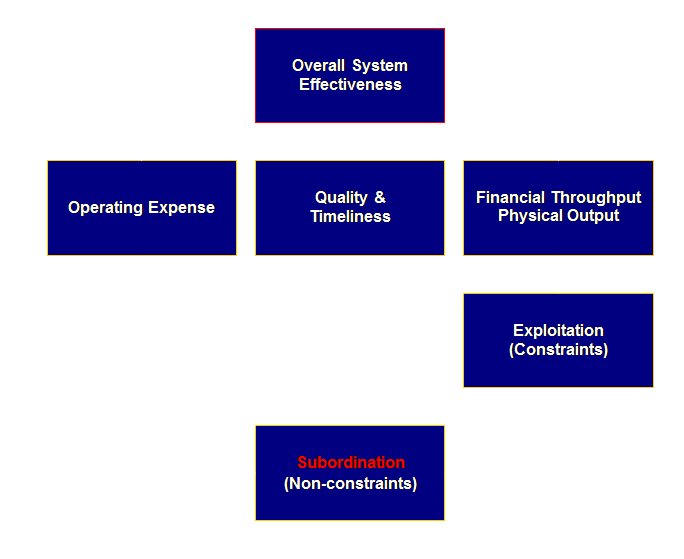
implementation. The diagram above is more important than it first
appears. For a given level of
investment it goes a long way to addressing most of the necessary conditions
and fundamental measurements that we addressed in the page on
measurements. Consider for instance
that if we have sufficiency in physical output, financial throughput,
timeliness, and quality we must have met the necessary condition of
satisfying our customers (some might argue that quality and timeliness are
redundant here but I think that they are necessary to understand the full
picture). Consider also that if we sufficiency in financial
throughput and operating costs then we must have met the necessary condition
of profitability. And remember we
specifically pointed out the desire to decouple operating costs from
throughput by leveraging our constraints.
But what controls the operating expense? Is it the constraint? No way!
It is the non-constraints. We
mentioned this earlier on this page; the inequivalence of the various parts
of the system ensures that operating expense is determined by the many
non-constraints, not the few constraints.
Proper subordination ensures we pay no more operating expense than we
need to. You don’t believe this? Think back to when everything was treated
equivalently, the CAPEX requirements (investment and additional operating
expense to man it) will not address additional throughput. Costs go up, output remains the same. Subordination is a pre-requisite of good
operating expense control. So we have met two of the three necessary conditions
that we outlined much earlier. That
leaves just one more; secure and satisfied staff. Let’s assume that profit (now and in the
future) is sufficient for personnel security.
That just leaves satisfaction.
How do we ensure staff satisfaction?
After all, we just want to do our best. Could subordination also be a pre-requisite
and necessary condition of this? Let’s
see. We recognized that conflict, and therefore
dissatisfaction, exists within many modern organizations operating under the
old reductionist paradigm not because people are lazy or malcontents but
indeed the exact opposite – because people do want to do their best. We put it thus; Conflict
arises not because people are failing to do their best, but because everyone is
doing their best. The problem wasn’t with people; the problem was with
the map of reality. The map of reality
that we used was our old pre-industrial one.
A map of localized and independent entities. In the page on people we recognized some people
clearly have a system-wide view of the organization and yet they still fail
to develop a systemic approach to improving the system. This we could explain quite easily by two
short-comings. Firstly, the previous
lack of a focusing mechanism for dealing with constraints, and secondly, the
previous lack of a fundamental measuring system for determining progress
towards the organization’s goal. In process of change page we were able to furnish a
focusing mechanism, our plan of attack – Goldratt’s 5 step focusing
process. However, it was the critical
addition of the subordination step that allowed us to reconcile the desire of
everyone to do their best with the goal of the organization and thus be
satisfied with their input. We
co-opted something from Robert Stein; Resources are to be utilized in the creation
or protection of throughput, and not merely activated. This became our definition
of doing our best according to the goal of the system. It is the recognition of subordination, as
we have seen on this page that allows us to fully realize our systemic
intent. It is quite
apparent then, that a proper understanding of subordination is a
pre-requisite and necessary condition for staff satisfaction. What we really
need to do then, is to upgrade our rules of engagement to reflect the
importance of subordination – otherwise our rules of engagement will begin to
look as though they too are stuck in the reductionist past. Let’s repeat them here. The last line represents a new addition. (1) Define the system. (2) Define the goal
of the system. (3) Define the necessary
conditions. (4) Define the fundamental
measurements. (5) Define the role of the constraints. (6) Define the role of the non-constraints. Making the
role of non-constraints explicit is necessary if we are to move forward from
the reductionist language that we have used previously. Moreover, making the role of the
non-constraints explicit makes subordination explicit as well. How does this
modification of our rules of engagement affect the mapping with the plan of
attack that we presented in the summary to the section on Process of
Change? Well, in fact, the mapping
simply becomes better. Let’s have a
look.
In order to
define the role of the non-constraints we must decide how to subordinate the
non-constraints to the exploitation strategy of the system’s constraints. In the previous page on flexibility we recognized
that, in organic evolution, redundancy and variety led to flexibility. What are organic redundancy and variety
then if they are not other words for subordination? Organic flexibility is subordination at a
system level. Organic flexibility is
subordination at a strategic level.
This organic analogy is important. Well let’s take a couple of steps back and look at
subordination as it applies to tactical advantages first, and then we will
return to strategic advantages. We have seen how at a personal level clouds are
superb devices for tactical problems – conflicts or dilemmas. In a competitive environment they allow us
to work “inside our opponent’s decision cycle” – so called “zero-sum”
solutions. In contrast in a
co-operative environment they allow us to design “win-win” solutions. In either case they offer a tactical
advantage to the more proficient user. There is also a tactical advantage to a group of
users who can use clouds to convert individual tacit knowledge from within
the group – the assumptions surrounding the conflict or dilemma – into
explicit knowledge of the group. Goldratt
calls this verbalizing our intuition.
But wait a moment, how do we most often break these clouds? How often is the cloud broken by introducing some
aspect of subordination into the scheme of things? Never?
I don’t think so. Quite frequently? Yes, that’s more like it. If this seems strange then check it
out. It is simply a consequence of
reframing from individual efficiencies to global effectiveness. These are tactical solutions. They are very common. They are the means by which most 3 cloud
solutions are built. What then of the strategic solutions? Well they come down to taking our rules of
engagement, our fundamental measurements, and our plan of attack
organization-wide. It means fully
embracing the logistical solutions that we have described for production and
for supply chain. Most of all, it too,
means subordination. It means
maintaining sufficient flexibility in the organization that changes in the
external environment can be fully exploited. If your competitors are working within the
reductionist/efficiency paradigm of our recent pre-industrial past and you
are truly working within the systemic/subordination paradigm of our
industrial present; then your competitors won’t even know why you are more
successful than they are – even if you tell them. They can’t see it; they are looking through
a different lens. This is the ultimate
strategic advantage – in war and in commerce. Think back to the page on agreement to change where
we discussed the 5 layers of resistance.
What was the first layer? It
was that we don’t agree about the problem.
And the second layer? We don’t
agree about the solution. One of the
common verbalizations is something like; “You don’t understand, it’s actually
…..” What is this really saying to
us? Is it actually a declaration of a
paradigm block? Let’s see. We introduced on the agreement for change page a
composite verbalization of the 5 layers of resistance. It contained an implicit split in layers 1
& 2. (1) We don’t agree about the extent and/or nature of the
problem. (2) We don’t agree about the direction and/or completeness
of the solution. (3) We can see additional negative
outcomes. (4) We can see real obstacles. (5) We doubt the collaboration of
others. We subdivide out both layers 1 & 2 into two
sub-layers and we assigned them as either reflecting detail complexity
problems or dynamic complexity problems. (1a) We don’t
agree about the extent of the
problem – detail. (1b) We don’t
agree about the nature of the
problem – dynamics. (2a) We don’t
agree about the direction of
the solution – dynamics. (2b) We don’t
agree about the completeness
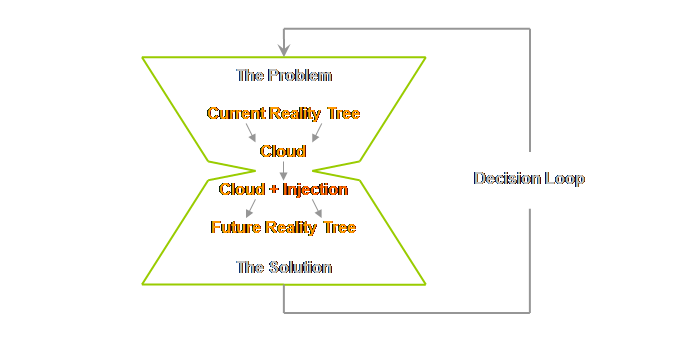
of the solution – detail. The core here is the dynamic complexity issues – the
nature of the problem and the direction of the solution – that revolve around
formulating the cloud and breaking the cloud with an injection. The nature of the problem can be structured
as a cloud. The direction of the
solution is therefore structured as the cloud solved with an injection. We drew a decision loop to better explain this.
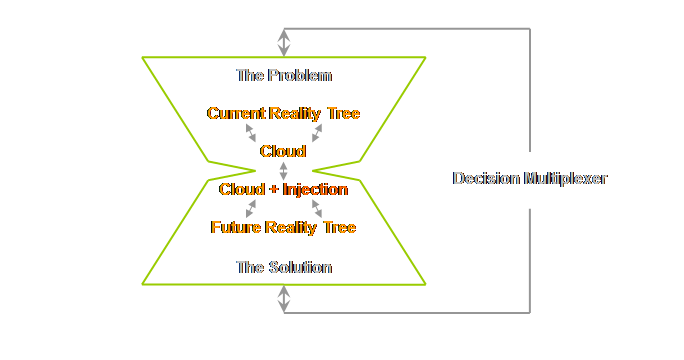
We can illustrate this more fully. On the OODA page we replaced our decision loop with
a “decision multiplexer;” we recognize that the real world and real world decisions
are incredibly messy and we ought therefore to also recognize this in our
simple model.
If all your
experience is in cost reduction and local efficiency improvement then you
will see particular solutions in your mind – solutions that have worked for
you or for others in the past. This
alone will pre-determine the nature of the problem that you see as well. It will pre-determine what you chose to
notice. Equally well if all your
experience is in throughput enhancement and global improvement then you will
see particular solutions in your mind and this will once again pre-determine
the nature of the problem that you chose to notice. The human mind is massively parallel in its
operation. It is only computer
algorithms that loop around in a repetitive and mechanistic way. It is at the level of the cloud that we break the
paradigm – and it is a one way trip.
Once it happens you won’t be able to see the problem in the same light
as you saw if before, nor will the chosen solutions ever be the same again. It is important not to confuse the development of a
paradigm with its later propagation throughout a population of potential
recipients, or its transferal from one recipient to another. The Race published
in 1986 demonstrates that the basis of systemism and subordination, the
paradigm of dependent entities, had essentially been developed by then. The production solution was making its
presence felt and there were hints of a project management solution as
well. But that doesn’t mean the
paradigm was freely able to propagate. Unlike paradigms within science, outside of science
there are often cultural or socioeconomic barriers to overcome – or at least
many more of them. In the case of the
Copernican revolution the Church springs to mind. Suffering execution as a cost of accepting
a new paradigm will certainly act as a disincentive to propagation of the
idea; that after all was the whole intent. For Theory of Constraints it is not so much death as
taxes that are the great disincentive.
Our whole Western economic system is based upon external financial
reporting for taxes. Think about
it. The error, of course, is the
assumption that our internal management reporting must be the same as our
external financial reporting. Debra
Smith has made the error of this assumption quite clear; we can indeed have
both (21). There is another disincentive in the West – our
“education” system. It is not that we do
teach reductionism that is the problem; rather it is that we do not
teach systemism that is the problem.
We fail to teach systemism to our future business managers. Moreover, we fail to teach it at the very
time that people are most open to new ideas – when they are students. Students are like sponges. Look at the industrial innovation that has
come out of Japan; ask yourself where do Japanese graduates come from? They come from the sciences and from
engineering – disciplines that teach systemism. There are no Japanese educated MBA’s in
Japan. Propagation disincentives aside, how long does it
take to transfer the basis of the new paradigm from one recipient to
another? Well, we know from the
introduction to this page that it is longer than one morning. But how about 1 week, or even over a couple
of weeks? Would that do? I suspect that it might, if the transfer
was structured, and if the transfer was experiential rather than verbal –
tacit rather than explicit. Really we
are talking about breaking one paradigm and replacing it with another. The paradigm is well developed; the
transfer methodologies exist and are proven.
In many cases where people say they “just don’t get it” they often
haven’t availed themselves to the material that is to be had. Let’s have a look. Nothing ever becomes real till it is experienced
– Even a proverb is no proverb to you till your Life has illustrated it. – John Keats In order to
change my existing paradigm I must experience the new one, but in order to
experience the new one I must change my existing paradigm. Oops – a nice paradox that one. In fact it is a paradigm lock (22). If we cast our
minds back to the OODA Loop there was a brief mention of the importance of
mismatches, or gap analysis.
Mismatches between what we observe and what we expect from our prior
orientation. Our prior orientation is
in-part cultural – which is how an existing paradigm is developed, shared,
and assimilated, and in-part previous experience – which is limited if we are
blocked. Boyd predominantly (but not
wholly) used gap analysis or mismatches as a model of the driver for
synthesis within an existing paradigm.
However, Kuhn points out that those phenomena that do not fit the prior
orientation (the box that the paradigm supplies) are often not seen at all –
the failure to recognize a mismatch.
Thus the OODA Loop also serves as a fine model for explaining
paradigms at a personal and organization level, or more correctly paradigm locks
or paradigm blocks. We need
experience to break the paradigm, but the paradigm stops us from obtaining
the needed experience. Well,
fortunately we can experience many of the key aspects of Theory of
Constraints through simple simulations.
These simple simulations can have a profound impact upon peoples
understanding. Moreover, they do count
as real experience. Don’t ever
underestimate the power of these approaches.
Sure people often resist sitting down in front of a dice and some
counters when they have 800 machine tools working away through the wall. Well, they resist that is, until the moment
they discover that the simple simulation isn’t doing what experience said it
ought to. That is the power of a
simple simulation. The proxy
experience and message is immediate and uncomplicated by everyday detail. There are a
number of critical simulations that people should be exposed to; (1) Goldratt’s dice simulation. (2) Holt’s job shop simulation. (3) Deming’s funnel experiment. (4) Senge’s beer game. There is a
fundamental message in each of these simulations. They are one of the best ways to overcome a
pre-existing paradigm and “prime” people to open-up to other
possibilities. Don’t just read them,
do them, use them; and learn other people’s reaction to them.
There are more sophisticated simulations but they are not necessary at
the outset. Goldratt’s novels are also paradigm busting devices;
“not every kind of book can become a tool for acquiring personal ownership of
an idea. Textbooks, though they convey
information, usually fail to excite the imagination. Readers may absorb the words, but they
seldom take ownership of the ideas.
For this to happen, a reader needs a book that involves him personally
and if possible mirrors his own experience (23).” Goldratt’s 8 CD-ROM video called the TOC
Self Learning Program is another paradigm busting device. Use them; they are there for a purpose. Yes, I know, people don’t like to read – even
novels; especially “work” novels. But have
you ever given consideration to allowing people real time (in work) to read
and to learn? We seem happy to pay
consultants to tell us what to do, but we are unhappy to pay ourselves to do
something that is much cheaper and orders of magnitude more effective. Let’s return
to some comments by Taiichi Ohno that we saw much earlier. Ohno consider that management should be
done by ninjutsu – the art of invisibility
(24). “To me, management by ninjutsu
means acquiring management skills by training. In this age, I am painfully aware of the
fact that people tend to forget the need for training. Of course, if skills to be learned are not
creative or stimulating and if they do not require the best people, training
may not seem worthwhile. But let's
take a hard look at the world. No
goal, regardless of how small, can be achieved without adequate training.” No goal, regardless of how
small, can be achieved without adequate training. Let’s extend
Ohno’s analogy a little. What if our training
is in another paradigm? Then, to our
competitors, our advantage over them is completely invisible. That, after all, is the way of the Ninja. Since the
onset of the industrial revolution both reality and people have remained much
the same. Our mode of operation,
however, has changed. And although our
mode of operation has changed, our perception of what is needed in order to
be effective has remained the same.
This has given rise to a mismatch between expectations and reality – a
mismatch that we are most often blind to. In our
pre-industrial past, the era of craft and made-to-fit production, most
commercial activity consisted of multiple parallel “cottages” doing “U-cell”
production. The agricultural and
village paradigm of independence and local efficiency or optimization was
without doubt a good fit with reality.
We can summarize this as; Reductionism and efficiency; the paradigm of independent entities – our
pre-industrial past. Since the on-set of the industrial revolution we have
moved slowly and surely away from craft-make-to-fit production to
mass-make-to-tolerance production.
Processes themselves have shifted from multiple independent and
parallel flows to much fewer highly interdependent and serial flows – the
batch production and flow production that we equate with modern mass produced
products. In these pervasive systems
the new organizational paradigm of interdependence and subordination is a
good fit with reality. We know this by
analogy with organic systems. We can
summarize this as; Systemism and subordination; the paradigm of dependent entities – our
industrial present. As we move
from agricultural or industrial economies to post-industrial or service
economies (because of the increasing productivity in the industrial sector)
this mode of operation will become even more pronounced. The only way to have good levels of service
in a service industry is to subordinate everything to the constraint – the
customer. So the challenge will not
diminish any time soon. The challenge
is the mismatch – the mismatch between our local efficiency experience as
individuals and our need for subordination in order to make our complex
serial systems work with any degree of the effectiveness that they are
capable of. Currently the
mismatch presents itself as a paradigm block.
We can’t even see the mismatch because we don’t know what to look
for. We have all the tools that we
need to enter into, and to maintain, a process of on-going improvement but
often we can’t find the place to start.
The place to start isn’t in telling people how good the new paradigm
is because people can’t hear what we are saying. The place to start is with simple
demonstrations – simulations – that provide succinct but incontrovertible
samples of reality. Always keep in
mind; People
make the best decisions they can at the time – according to their map of
reality It is the map
of reality that we must change, everything else remains the same. After all, change is a change in meaning
only. Let’s get on with it. (1) Kuhn, T. S., (1996) The structure of scientific
revolutions, 3rd edition. The
University of Chicago Press, pp x, 15, 10, 44, 52, 23-24, 24-25, 151-152. (2) Mintzberg,
H., Ahlastrand, B., and Lampel, J., (1998) Strategy safari: a guided tour through
the wilds of strategic management. The
Free Press, 406 pp. (3) Kanigel, R., (1997) The one best
way: Frederick Winslow Taylor and the enigma of efficiency. Viking, pp 268-269. (4) Johnson, H.
T., and Kaplan, R. S. (1987) Relevance lost: the rise and fall of management
accounting. Harvard Business School
Press, pg 53. (5) Schragenheim, E., and Walsh, D. P., (2002) The distinction between manufacturing and multi-project and the
possible mix of the two. The Performance Advantage, February. (6) Schonberger, R. J., (1986) World class
manufacturing: the lessons of simplicity applied. The Free Press, pg 186. (7) Jones, T. C., and Dugdale, D., (2000) The making of "new"
management accounting: a comparative analysis of ABC and TOC. Proceedings of the Sixth Interdisciplinary
Perspectives on Accounting Conference, Manchester, U.K., July. (8) Schonberger, R. J., (1996) World class
manufacturing: the next decade: building power, strength, and value. The Free Press, pg 231. (9) Kanigel, R., (1997) The one best way: Frederick Winslow Taylor and
the enigma of efficiency. Viking, pp
237 & 487. (10) Johnson, H. T., and Kaplan, R. S. (1987) Relevance lost: the rise and
fall of management accounting. Harvard
Business School Press, pp 169-172. (11) Holland, M., (1989) When the
machine stopped: a cautionary tale from industrial America. Harvard Business School Press, pp 145-147 (12) Corbett,
T., (1998) Throughput Accounting: TOC’s management accounting system. North River Press, pp 3, 141-142. (13) Kanigel, R., (1997) The one best way: Frederick
Winslow Taylor and the enigma of efficiency.
Viking, pp 486-503. (14) Senge,
P. M., (1990) The fifth discipline: the art and practice of the learning
organization. Random House, pg 128. (15) Goldratt,
E. M., (1990) The
haystack syndrome: sifting information out of the data ocean. North River Press, pp 52-54. (16) Wheatley,
M. J., (1999) Leadership and the new science: discovering order in a chaotic
world (2nd. edition). Berrett-Koehler
Publishers, pg 10 (17) Wheatley, M. J., and Kellner-Rogers, M (1996) A simpler way. Berrett-Koehler
Publishers, pg 72. (18) Schragenheim,
E., and Dettmer, H. W., (2000) Manufacturing at warp speed: optimizing supply
chain financial performance. The St.
Lucie Press, pg 33. (19) Stein, R. E., (1994) The next phase of total
quality management: TQM II and the focus on profitability. Marcel Dekker, pg 104. (20) Lepore, D., and Cohen, O., (1999)
Deming and Goldratt: the theory of constraints and the system of profound knowledge. The North River Press, pg 54. (21) Smith, D., (2000) The
measurement nightmare: how the theory of constraints can resolve conflicting
strategies, policies, and measures. St
Lucie Press/APICS series on constraint management, pg ix. (22) Leach, L.P., (2000) Critical
chain project management. Artech House
Inc., pp 232-239. (23) Goldratt, E. M., and Fox, R. E.,
(1986) The Race. North River Press, pg
146. (24) Ohno, T.,
(1978) The Toyota production system: beyond large-scale production. English Translation 1988, Productivity
Press, pg 68. This Webpage
Copyright © 2004-2009 by Dr K. J. Youngman |