|
A Guide to Implementing the Theory of
Constraints (TOC) |
|||||
|
Local Safety In this discussion we will follow the general
argument of Umble and Srikanth (1, 2).
We will assume a “perfect” operation, one with just process time and
queue time or safety time. The
objective is to show how rolling up local safety into global safety makes the
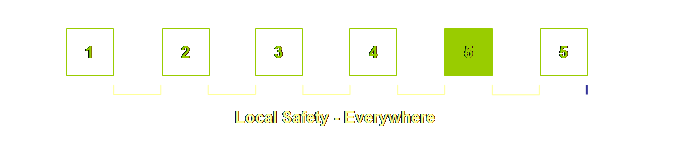
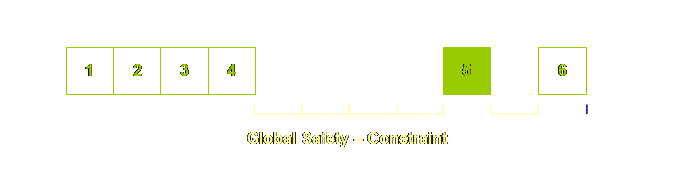
whole operation safer and potentially more economical as well. Below we have simple process of 6 sequential
operations separated by local safety time buffers. Operations and buffers are drawn in
proportion to the time taken; we will assume each operation takes five hours. Therefore actual processing time is 6 steps
of 5 hours duration. The safety time
between each operation is also 5 hours.
Therefore total lead time is 6 by 5 plus 5 by 5 = 55 hours. We can, in this simple example, quote to
our client a delivery time of 55 hours after starting the job. The blue marker represents the delivery due
date. The 5th operation is a
constraint.
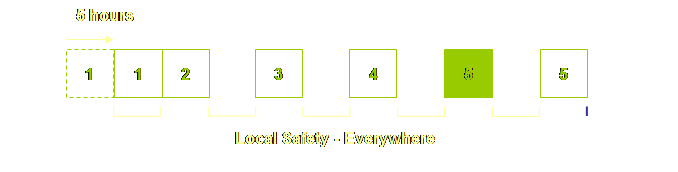
One moment – operation 5 started 10 hours late. Operation 5 is our constraint! That means our constraint stood idle for
some time. We lost output – we didn’t
lose operating expense unfortunately.
So throughput went down, and we started shipping late. The local safety buffers failed to protect
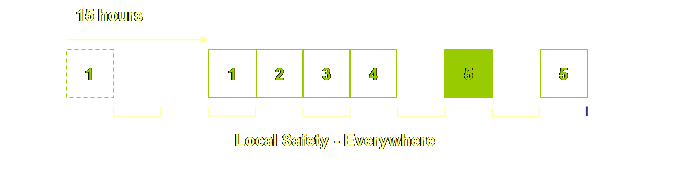
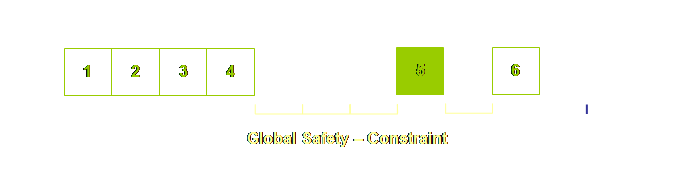
us from this disruption originating deeper in the system. Let’s rearrange the existing local safety then to
better protect the constraint. All the
local safety before the constraint is “rolled-up” into a global safety buffer
in front of the constraint.
A major people issue is to have local workers and
management understand the power of global safety and then to get them to
relinquish their local safety and adopt global safety – and then once
global safety is in place to make sure that it is not harmed by other
erroneous policies. Generally these
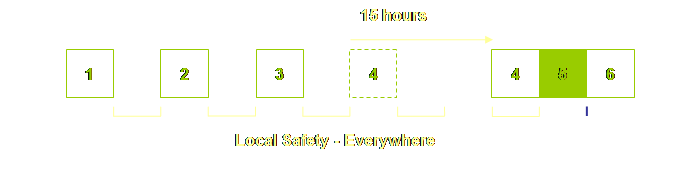
issues become one of “fear of losing control.” Creating global safety is an exploitation step,
reducing the amount of total safety as a consequence is a subordination
step. We aggregate and subordinate our
local safety everywhere to a small number of more effective global safety
buffers located exactly where it is needed – in front of any constraints,
control points or assembly points, and at shipping. To return
to the previous page press Alt key + left arrow. (1) Umble, M., and Srikanth, M. L, (1996)
Synchronous manufacturing: principles for world-class excellence. Spectrum Publishing, pp 139-144. (2) Srikanth, M. L., and Umble, M., (1997)
Synchronous management: profit-based manufacturing for the 21st
century. Volume One. Spectrum Publishing, pp 195-201. This Webpage Copyright © 2003-2009 by Dr K. J. Youngman |