|
A Guide to Implementing the Theory of
Constraints (TOC) |
|||||
|
Draft
Copy This
page is “in draft” and on the internet so that I can more easily share it
with a limited number of particular people.
By all means feel free to read it, but be aware that I will continue
to work on it, off and on, until I am happy and this draft notice
disappears. Therefore at the moment
there may be loose ends and disjoints that still need to be addressed. Introduction You need to
develop the mura, muda, muri argument.
Define the terms as a list from Liker and Imai. Why do Westerns focus on muda, when mura is far more important. Could it
be our localized focus? Mura, or
unevenness feeds into and is the cause of the effects of muda
and muri.
Muda and mura, waste and strain are two
sides of the same coin. Reducing
unevenness is the way to address both of these issues. To focus only on waste reduction for
instance, reeks to much,
or is too often mis-construed to mean attending to symptomatic fixes rather
than addressing deeper systemic issues.
Moreover, the
things that I wanted to say seem to have already been said, and better said
by Jeffery Liker; Liker,
R., (2004) The Toyota Way, pg 10 I have
visited hundreds of organizations that claim to be advanced practitioners of
lean methods. They proudly show off
their pet lean project. And they have
done good work, no doubt. But having
studied Toyota for twenty years it is clear to me that in comparison they are
rank amateurs. It took Toyota decades
of creating a lean culture to get to where they are and they still believe
they are just learning to understand "the Toyota Way." What percentage of companies outside of
Toyota and their close knit group of suppliers get an A or even a B+ on lean? I cannot say precisely but it is far less
than 1%. What is the
reason for this? Liker,
R., (2004) The Toyota Way, pg 34 ... many books about lean manufacturing reinforce the
misunderstanding that TPS is a collection of tools that lead to more
efficient operations. The purpose of
these tools is lost and the centrality of people is missed. More over ... Liker, R., (2004) The Toyota Way, pg 7 The Toyota Production System is Toyota's unique approach
to manufacturing. It is the basis for much of the "lean production"
movement that has dominated manufacturing trends (along with Six Sigma) for
the last 10 years or so. Despite the
huge influence of the lean movement, I hope to show in this book that most
attempts to implement lean have been fairly superficial. The reason is that most companies have
focused too heavily on tools such as 5S and just-in-time, without
understanding lean as an entire system that must permeate an organization's
culture. In
most companies where lean is implemented, senior management is not involved
in day-to-day operations and continuous improvement that are part of lean.
Toyota's approach is very different. A
Personal Perspective OK fat
prospect is Ohno’s discussion of “misconceptions.” In fact probably the whole of Workplace
Management is grist for this page. But
misconceptions should be a central theme. The Toyoda’s
were systemisists, since at least (), how come then
that ... The roll of
Japan in the advancement of industrialization has intrigued me for a long
time. Of all the countries to
industrialize early on – The United States of America, Great Britain, France,
Germany, and Italy – Japan is the one that stands out above the rest. With the exception of the United States,
try and think of any enduring methodologies that have come from of these
other countries. And of all the
various methodologies emanating from Japan, the one that I want to really
address is the Toyota Production System.
The reason for this is that I believe that just as Deming and Taylor
were mis-understood and mis-interpreted, so too has Toyota. In fact it is curious that the previous two
examples of Deming and Taylor were correctly interpreted and understood in
Japan and incorporated into Toyota. It
becomes even more curious then that when Toyota methodologies were exported
once again to the West they are again mis-interpreted and
mis-understood. This ought to stand as
a warning that we in the West are missing the message whereas other peoples
are not. It seems that Western content
can move eastwards, the reductionist component of the context is often
stripped out, and the systemic component is implicitly absorbed. The Eastern content can move westwards, the
reductionist component is small and implicitly absorbed, the systemic
component is stripped out. There is a
continual filtering going on. If the West
rejects the essence of Deming and Taylor but the East doesn’t, and then the
West rejects the combination of Deming Taylor and Toyota then there must be a
powerful cultural message in this somewhere.
A message that could benefit those who want to listen. Indeed there
is a cultural message and I want to tease this out and show it to you. I believe that too many of us make general
assumptions about the industrial context in Japan and overlook crucial
specifics. Toyota becomes a case then,
the third case here, to illustrate the differences between the
systemic/global optimum approach and the reductionist/local optima
approach. This way I can avoid
addressing Nissan, Honda, Sony, Komatsu, Matsushita, NEC and a host of other
Japanese industrial companies that have also played a part in this story. Let’s work our
way through an explanation of the development of Toyota, and also something
of the development of Kaizen, they are part and parcel of one another. We will then use the “discovery” and
dissemination of Lean to show what is missed from the Toyota system in its
transition westwards, and what has been added. “The
year was 1950, and I was traveling aboard the old President Wilson en route from Hong Kong to San
Francisco. Our second port of call in
Japan was Yokohama, fire‑bombed like most Japanese cities, and a hodgepodge
of jerry‑built shacks and sheds. Some
sported brave facades like nothing so much as an American frontier town. To my amazement, I found, on a stroll
through a maze of postwar rubble, a gleaming, brand‑new Japanese style
teahouse, and invited myself in. The
proprietress, who seemed genuinely happy to find a foreigner at her doorstep
(she would be less happy today, I imagine), ushered me down a corridor to a
tatami room where she left me, and much bowing, to return in due course with
a cup of green tea and a plate of cakes.
This time she left for good, leaving me to drink my tea and enjoy the
room alone. Used
as I was to rooms filled with furniture, both in the West and in the decaying
splendor of the old mansions in Peking where I had lived for the past four
years, this room seemed everything they were not. I knew, of course, from photographs what a
Japanese room looked like. What I had
not detected in the photographs was the perfection of detail, the smoothness
of the woodwork, the luster of the lacquered tokonoma
step, or the subtle match of the grain of the wood in the slats of the
ceiling. It
was then that I looked at a corner next to the tokonoma, a place where the floor and two walls met. I had
been looking at corners all my life without paying them much attention, and
deservedly, since no corner I had ever seen prepared me for the shock the
perfection of this one produced. I got
up to look at it more closely, and stood gazing down in wonder. A simple joining of three planes at right
angles to one another, the corner was composed of a floor polished as clean
as a mirror, and two walls of smoothed clay tinted a greenish brown. (Years later I would discover that the
finest walls in Japan were make from mud found at the bottom of long‑used
rice paddies.) Perfectly made, the
corner was also perfectly clean. At
the point where these three planes touched, not a particle of anything, leave
alone dust, marked the knife‑edge precision of the joinery. This
simple corners, by the laws of nature neither larger nor smaller, nor
geometrically different in any way from any other corner in space and time,
had nevertheless shown me that there existed in Japan, despite war and
defeat, a living tradition of quality unequaled anywhere else in the world.” Why Japan? Why a page on Japan?
Why not Germany, or Italy or Great Britain. Each of these places were early to adopt
industrialization. As we have seen
Taylor and Taylorism was embraced in both German and Japan with
enthusiasm. So maybe we risk something
by discounting Germany and German cultural traditions. But we will return to these in the next
page on Organizations as Communities.
There are distinct and intriguing parallels. Why we must consider Japan is that as recently as
the mid-1980’s Japan was dismissed as a nation that” dumped” goods at “below
cost.” Of course the problem wasn’t
the Japanese, the problem was the North American map of reality that said
there is something valid called a “cost” – and we know how to calculate it. Which kind of reminds me of the medieval test for
witches by floating; it they floated they were a witch and if they drowned,
they weren’t. Now that “we” understand the error of “cost” we have
begrudgingly begun to accept that some aspects of Japanese industrialisation
are valid. But we have misunderstood,
or misinterpreted, the most important aspects. Have to discuss Schonberger first, then Lean second,
kaizen 3rd, and Toyota 4th. Diagram for incorporation into DBR and Distribution
on Buffer Management
Kaizen is (1) a state of mind, (2)
an set of approaches, (3) several groups of toolsets. Bugger me, Scientific Management had been translated
and published in Japan by 1913 (pg 491 of Kanigel – and up to 492. Examples of Western reductionism
transferred to Eastern systemism). Structure: is to ignore Lean I think, because it is
dealt in other places – this is the Kaizen page, the questions are raised
here and answered on Organizations as Communities. Kaizen = TQM + TPM + JIT. Need to address Tact time and include the
quote about work cadence from Kanigel (pg 545). Incorporate this back into Organization as
Communities later in favor of Road Runner. And it is bottom up. Maybe the classness of
Japanese society differs, one is a functional classism, the other, well I don’t know. Point out here that Ohno in Toyota (actually
probably Toyoda) made sure that job cards were developed and written by the
people using them. They were from a
more literal culture and time than Taylor’s.
Moreover they were operating serial mass production make-to-tolerance. Job cards assured the uniformity that was
essential if unrelated parts were later to fit together properly. If standardization was desirable in
Taylor’s time it was imperative by Ohno’s time. I used to cringe that some Japanese held Scientific
Management in high esteem. You have to
bring into this page Ohno’s comments about Taylor and (Ford) and also
Shingo. Why were the Japanese so
enamored with Taylor and Scientific Management? Answer, because they saw the larger
systemic context that eluded the social-Darwinists in the U.S. Begin here with what Kaizen is – a mindset. Where did we just see that – Taylorism? In fact we could mimic Taylor with a list
of what Kaizen is not. And then do that – from Imai Johnson, H.T., (1992) Relevance Regained, pg 45 By focusing people's minds on rates of output,
management accounting contributed greatly to the creation of waste in
American business after the 1950s. It
reinforced a general theme throughout American history ‑ the idea that
economic development entails expansion onto a frontier of virtually limitless
resources. Scale and speed, seen in
large‑scale capital investment justified by high volume output, was not just
an economic imperative. It was a
cultural norm. Servant leadership is very close to Bushido. Bushido is much closer to subordination of
the individual to to the state. Maybe we should conclude this section that
Bushido although not an explicit part of the modern state is an underlying or
underpinning ethic that has some relevance to the current leaders of the
country. Ditto at the end of Social Darwinism and
Taylor. Maybe individualism although
not an explicit part of the modern state is an underlying or underpinning
ethic that has some relevance to the current leaders of the country. Now you have your straw man, in place to
Organizations As Communities. You have
the argument ready to proceed with Johnson’s individual versus the
state. You repeat this is Paradox of
Systemism – as the ultimate local versus global conflict. Contrast here Eizo’s
comment about Kaizei and the previous about Social Darwinism. Then Imai in Gemba Kaizen chapter 11; argues that TQC/TQM
and TPM must be installed prior to JIT.
My experience in Japan at OSG was that companies with both good TQM
and TPM are plagued by MRP II-type scheduling systems. They have tremendous latent potential. For companies with this latent potential there are
three options; Find a more sophisticated MRP II or ERP system Proceed with JIT implementation Use a systemic logistical system – DRB or S-DBR or
Critical Chain I am sure many companies continue with the devil
that they know and employ more sophisticated MRP II or ERP systems. There are two good reasons for this; JIT systems best suite large-scale repetitive
manufacturers Knowledge of systemic logistical systems is very
poor Thus in many industries – batch producers of all
sorts – the latent potential of JIT can’t be tapped readily at all due to the
non-repetitive nature of the product.
Thus the kaizen implementation is somewhat like a 2-legged stool
instead of a 3-legged stool. Thus the
systemic approach of drum-buffer-rope allows this potential to be realized,
moreover it is totally compatible with the existing kaizen approach. Using the Imai/Toyota approach to classical kaizen,
then the stress has been on the quality end or quality, cost, and
delivery. Consider then that systemic
methodologies allow for an approach from the other end; the delivery end of
delivery, cost, and quality. Such an
approach still requires TQM and TPM to be successful, but now the logistical
system is driving the change rather than the quality system. The focusing system is different, the end
result, or the direction of the improvement is still the same. To a large extent it might not ever be possible to
test such a hypothesis because the quality movement has been so
pervasive. As we pointed out in
paradigms, it is much more likely that quality should be dealt with first,
because people will place that ahead of timeliness and not until quality is
satisfied does timeliness become a competitive advantage. Don’t forget to mention Imai’s Manageable Margin –
no this isn’t it, but somewhere he extends variation to the accounts as well. There is a strong cross-pollination of ideas between
kaizen and TPS – for instance see chapter six of Gemba Kaizen. What is the beef that Theory of Constraints has with
kaizen (TQM, TPM, and JIT)? There are
5 major ones; That throughput improvement isn’t immediate and significant That it is unfocused Problem identification is symptomatic rather than
systemic Treatment of safety in JIT Supplier dependency Let’s deal with these each in turn. The first reservation is that throughput increase
isn’t immediate and significant. Yet
Imai for instance suggests timeframes for benefits 4-5 years at the
most. Maybe this is not a problem but
rather the inability to stay the distance. The second reservation is that kaizen relative to
Theory of Constraints is unfocused.
And yet, SPC, TQM, Kaizen have a wonderful focusing mechanism known as
Pareto analysis. If there is a problem
then it seems to be a mis-application of the focusing mechanism rather than
the focusing mechanism itself. The third reservation is that, even if there is a focusing
system, then the elements of the focus are symptomatic rather than systemic,
and that there are insufficient mechanisms to burrow down deep to the
underlying root cause. In some cases
this reservation is valid. But there
is a “yes, but.” Yes, but, Eiji Toyoda said; and Taiichi Ohno
institutionalized the “5 whys.” Asking
“why” at least 5 times of the symptomatic problem in order to burrow down to
the root cause. And let’s be clear –
Ohno understood root causes to be policy as much as anything physical. This is well known within TPS/JIT practice
(reference Ohno, Liker) and Kaizen (reference Imai). Let’s be in no doubt either that it was root causes
that Toyoda and Ohno were after. In the fourth and final reservation, detractors
throw their hands up in the air and attack the buffering in TPS kanban; “if
there is a problem,” they say, thinking of the numerous stops in their own
process, “then the whole line will come to a stop.” Let’s deal with this one at two levels. At the first level; when something stops for long
enough the whole like stops. Not so,
for two reasons. First short sections
of line are decoupled (Liker) and this surely reflects occasional
interruptions. Secondly each section
has significant sprint capacity, that is 1:10 or
1:20 of staff who are unassigned. This
shouldn’t be confused with the Western concept of “floaters.” Of course it seems extravagant to have “redundant”
capacity but when you are so damn good – much, much better than your
competitors you can afford this. In
fact you can’t afford not to have it.
Without this staff capacity there would be no time for continual
improvement. Into this context we must now add the paradox that
causes most Western Lean proponents to mis-understand TPS/JIT. That is, in the West were line-stop
authority exists, it is generally believed that although the process can be
stopped at any moment it is not – and as a consequence it does in fact stop
more often. Failure to really attend
to problems as they arise causes the continuation of these and consequent
problems. In systems were the process can be stopped at any
moment and indeed is, then in actuality it stopped infrequently because each
problem is resolved and there are no further consequences. Line-stop authority offers nothing more than
an immediate feedback system and correction system. Companies ignore these at their peril. Maybe add the purist argument here about buffer
safety Fifth, and last in this list; what then of really,
really, big problems. These must cause
havoc with such close supplier relations?
However the evidence suggests that Japanese industry responds to these
crises with considerable agility.
Liker gives examples where a whole factory has been put out of
commission supplying a critical part ….. A more recent example is the destruction by fire of
…. Maybe we need to distinguish in TQM/JIT or Kaizen or
Lean between the Justification of context and the Justification of …. Japan had a lot of time and a systemic approach.
We see, in both Theory of Constraints and kaizen, a
maturation from production driven problems to system level problems. Hence the first 7 tools of kaizen were more
production oriented, whereas the new 7 tools are process or system oriented –
as the need grew or the approach matured (pg 94? of Imai). Link this back to the strategy introduction. Next line Improved Version
Graph of variation
Of course this is a very structured and
deterministic view of the process. We
could summarize this as follows. Kawase’s 1st diagram here.
Also acknowledge the source of suggestions from
TWI. Contrast them later in
Organizations as communities US source different interpretation in Japan
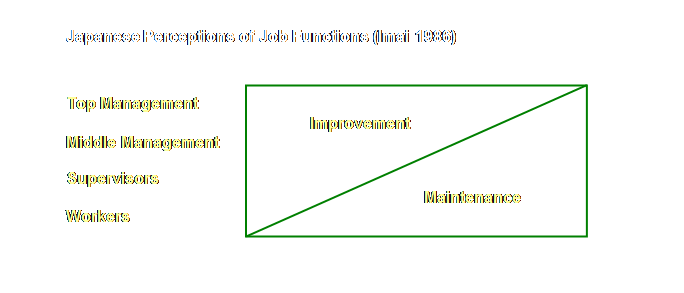
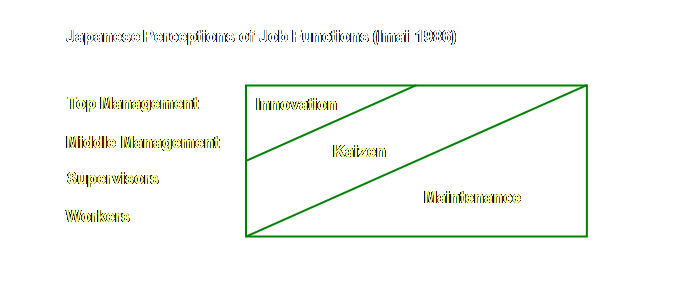
different outcome. Imai, M., (1986) Kaizen: the key to Japan's
competitive success, pg 18 If we look at the manager's role, we find that the supportive
and stimulative role is directed at the improvement of processes, while the
controlling role is directed at the outcome or the result. The KAIZEN concept stresses management's
supportive and stimulating role for people's efforts to improve the process. On the one hand, management needs to
develop process‑oriented criteria. On
the other hand, the control‑type management looks only at the performance or
the result‑oriented criteria. For
abbreviation, we may call the process‑oriented criteria P criteria and the
result‑oriented criteria R criteria. P criteria call for a longer‑term outlook, since
they are directed at people's efforts and often requite behavioral
change. On the other hand, R criteria
are more direct and short term. There is a relevance to Theory of Constraints. Many batch-based serial processes appear to
be highly non-linear, in other words it is hard to predict from one day to
the next what will happen. Selecting a
constraint or a control point has the effect of fixing a non-linear system as
a linear system with one place and time known to all – the drum
schedule. The drum or constraint is
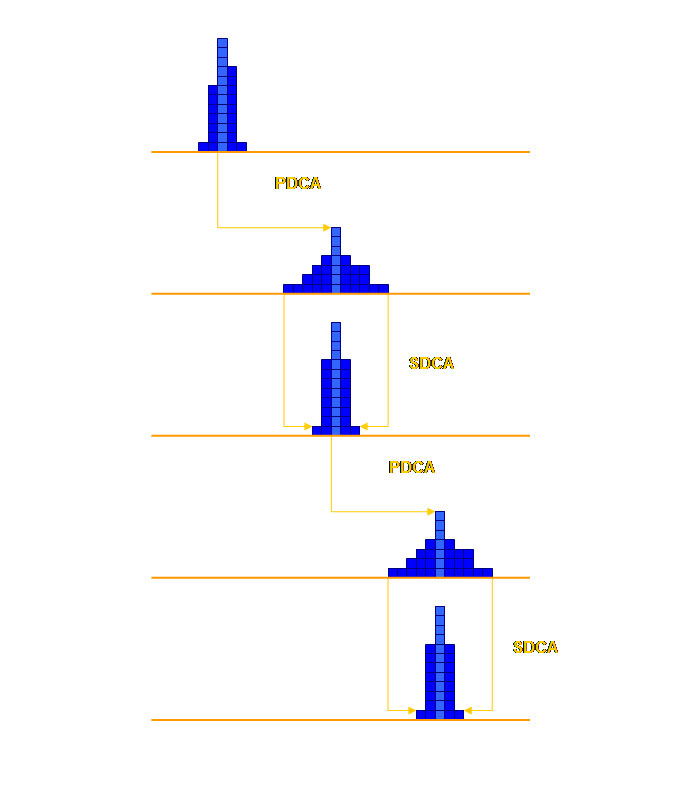
fixed and is protected by aggregation of time in front of the constraint. Once stabilization has occurred then it is possible
also to begin to exploit the constraint – that is improve it, and then to
incorporate these improvements into the normal scheme of things –
standardization. Defining the role of the constraints like this also
defines the roles of the non-constraints when they are incapable of supplying
the constraint in good time. Buffer
management also tells us where stabilization, improvement and standardization
is needed in the non-constraints. For
many of these activities the tools in utilized in Kaizen will be most
appropriate. Two graphs here
Theory of Constraints
Goldratt suggests that before the 5 step focusing
process there was no actual process for on-going improvement (Strategy
video). However this needs to be
qualified. I believe the qualification
is that; in the West, there was no explicit focusing process for on-going
improvement prior to the development of the 5 steps. Of course there is an exception to that in the West,
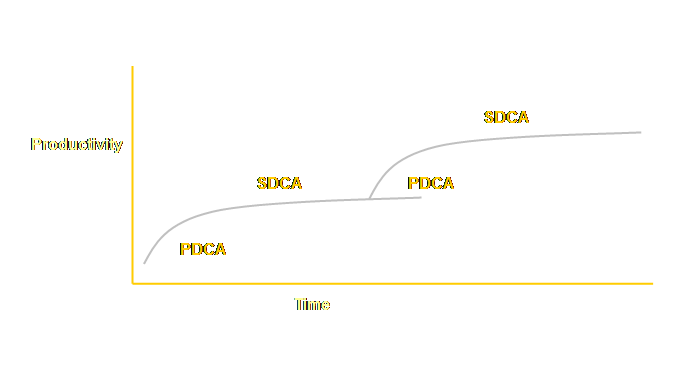
it is the Shewhart cycle (reference). In Japan Deming formalized PDCA within the context
of Fig XX – design, production, sales, marketing, and customers. More broadly in kaizen this has become an
improvement & standardization framework – PDCA – SDCA. A process for continual improvement and
nothing less. PDCA – SDCA is, after
all, as much a conceptual framework as a sequence of actions. But these are explicit, what then of the implicit
processes. Well, kaizen is basically a
state of mind; a state of mind that some companies pursue as a process of
small and continual improvements. The
end result over time being substantial accumulated improvement. Yet, I suspect that if we were to ask these
companies where kaizen is so practiced what they actually do, they would be
at a loss to explain. Of course the
component parts of kaizen are explicitly documented, but the process overall
is implicit. The problem is when major component parts of kaizen
fabric are imported out of context; such as the Toyota production
system/just-in-time, or total quality management, re-amalgamated and given a
new name – Lean, for instance. Or
worse still, when just a selection from each major component – for instance
kanban without autonomation or without line stop authority. Then without the implicit guidance it will
be without focus. The reductionist methodologies taken out of the
systemic context of Japanese business (the better businesses that is) and
placed in a non-systemic environment fall on sterile ground.
It is the systemic environment that keeps these
reductionist methods outwardly focused on the goal of the whole system, in the
local environment they quickly become inward looking and self-perpetuating. Why then does Theory of Constraints appeal so
strongly? Because in companies that
have not yet invested the time and effort to develop kaizen, Theory of
Constraints applications “attack” the timeliness issue head-on (and quality
indirectly) with an effectiveness that is, I will argue, still unknown within
kaizen. Kaizen development times (quote Imai). Moreover, the timeliness aspects of just-in-time are
still largely constrained to large-scale repetitive manufacturing. Within a kaizen framework of; List it here The logistical solutions of Theory of Constraints
(drum-buffer-rope, critical chain, replenishment and distribution) work like
a hand in a glove. Operability Let’s use the term “operability” to cover both
timeliness and quality. This way we
can better understand the differences between the Theory of Constraints and
TQM/JIT. In Theory of Constraints its great strength is
towards timeliness. However it is not
possible to address timeliness on its own without some consequent improvement
in quality. We discussed this passive
aspect of quality improvement much earlier in the section on Quality/TQM
II. In TQM the great strength is
improved product quality in the process.
However it is not possible to address quality on it owns without some
consequent improvement in timeliness. The Toyota Production System may be viewed as rather
special for attacking both ends of the spectrum simultaneously through single
minute exchange of dies and statistical process control, both complementing
and reinforcing each other. And of course that is essentially what Ford had
achieved preciously in his early automated plants. So we are left with this curious dichotomy of both
timeliness and quality in our search for better operability. Proponents of the Theory of Constraints
have often disparaged other quality based initiatives, and in turn proponents
of the various quality approaches have often failed to consider using Theory
of Constraints. In part, and I stress
“in part,” this is because each approach does indeed deliver some of the
results sought by the other end-point approach. This leads each approach to be somewhat
dismissive of the other’s end-point view – even though neither approach by
itself is capable of achieving the best possible operability at the time in
question. So what then are the other parts that cause this
dichotomy? Well there are two major
points; TQM (and statistical process control and six sigma)
and JIT-type activities when translated to LEAN initiatives are often
unfocussed even though these approaches originally advocated using the Pareto
Principle as a focusing mechanism.
This destabilizes the results and is viewed by Theory of Constraint
proponents as a reason not to fully pursue LEAN initiatives. In Theory of Constraints applications the failure to
remove old measures and consequent behaviors destabilizes the results too and
is viewed by LEAN proponents as a reason not to fully pursue Theory of
Constraint initiatives. In both cases, the cause of the problem is the
failure to develop a systemic approach and instead allow a reductionist
approach to prevail instead. For too long Theory of Constraint proponents have
claimed some sort of moral high-ground by proclaiming that TQM initiatives
are unfocused. This is not the case;
it is the mis-application of the implementation that causes the lack of
focus. TQM has a focusing mechanism,
the Pareto Principle, it should be used. Equally LEAN proponents claim Theory of Constraints
to fail when they have failed to support the implementation in a consistent
manner with its principles. Whenever we decrease variability in either
timeliness or quality we increase operability – we improve operability. How can we visualize this? We have a continuum that is also
transforming into opposites. Timelines
at one end and quality at the other.
Well, it really quite simple.
Let’s use our hands. Hold your right hand out in front of you, fingers
outstretched, and the palm facing you.
The plane of your hand defines the axis for quality. Maximal quality (and minimal product
variation) at the base of the hand decreasing towards the fingertips. Now hold your left hand out in front of
you, fingers outstretched, and the palm facing downwards; middle fingers
touching. The plane of this hand
defines the axis for timeliness.
Maximal timeliness (and minimal process variation) at the base of the
hand decreasing towards the fingertips. To use the analogy further. Get a colleague to make a tight fitting
paper strip around one thumb and palm.
This is the probability space for maximal timeliness and minimal
quality or maximal quality and minimal timeliness – depending upon which hand
you choose first. The shape is an
elongated oval. Now have someone move
that sleeve to the middle where your middle fingers touch. The sleeve will
become circular and your colleague will have to support it so that it is
equidistant from your fingers at all points.
This is the probability space for maximal timeliness and maximal
quality. At his point we have minimal
variation and maximal operability.
This is where we should all be aiming. Do you see the trouble now? If we pursue any one approach then after we
reach the mid-point we will begin to degrade the opposing factor. Well maybe that is too hypothetical, but I think
that it serves as a useful analogy to help understand the strong dichotomy
that seems to exist between the proponents of the different methods. In actuality we are all aiming for the same
mid-point – minimum variation and maximal operability – but from different
sides of the continuum and from opposite perspectives; and yet, to do so
successfully we must employ more and more of the opposing perspective if we
are to achieve our goal. There is a modifier.
Much earlier on we did mention that it was much more likely that this
process was sequential rather than contemporaneous. That is, the move from cottage to mass
production and made-to-fit to made-to-spec probably stressed the need for
product quality rather than process timeliness. Thereafter process timeliness became more
important. There are of course two
cases were both appear to have been arrived at simultaneously; Fords Rouge
River Plant, and Toyota’s just-in-time.
In both cases these systems have moved towards the mid-point in our
analogy from the reductionist end. Maybe I need to add a note from Johnson (and
probably Kaplan and Cooper) about costing setups using ABC to show increased
costs over shorter batches – as an example of treating each entity as uniform
(search “Cooper” in Johnson to find the right reference). Even though they apply perfect logic, it is
the logic of the wrong paradigm (and in fairness Johnson would agree to an
extent pg 150 first example). Pow! We see
the same generic problem in business schools as we see in publicly traded
companies. The choke point or
bottleneck between the explicit and external and the implicit and the
internal. Same structure different
problems, same result. Draw it so that you can transfer it from one to the
other. The failure of those living in an explicit
transactional world to truly understand those working in a tacit process
world. Kaizen Imai considers kaizen to be a mixture of about 16
different approaches, but especially Ishikawa’s TQC and Ohno’s
just-in-time. But maybe this misses
the point, the cultural context in which all of these localized improvement
processes operate. To say that kaizen does not have a focus is
incorrect. It’s
focusing method is the Pareto Method, as coined by Juran. The problem begins when it is applied more
broadly and in a less disciplined fashion. TOC primarily improves both timeliness and quality
by removing waste (as does kaizen) but provides no
mechanism other than smaller batch sizes and the philosophical and practical
distinction between process and transfer batch sizes. In this respect it is almost passive in its
approach. Kaizen in comparison begins to offer active and
pre-determined solutions that can follow-on from where TOC begins. Of course the power of the more focused
approach of TOC means the kaizen improvements are even more effective,
however, often the passive improvements are so great that kaizen directed
improvements aren’t required (yet).
A good place as any for this; Shingo, S., (1990) Modern approaches to
manufacturing improvement, Robinson, A., editor, pg 22 European and American managers are busy studying and
experimenting with kanban, Just‑in‑Time (JIT), and other features of the
Toyota production system. Without an
understanding of the system's basic concepts and implications, however, truly
effective innovation in production management will not be achieved. Maybe a good place also to put the following; it is ironical that waste elimination is given such
prominence in the academic texts that describe Japanese manufacturing
techniques when it was the Gilbreth’s in America at the turn end of the
1800’s who had perfected waste elimination as an improvement methodology and
codified and championed its application Toyota Original JIT concept
Because the reduction in work-in-process is
generally localized, then improvements in product quality and process
timeliness are also localized. Thus
global increases in timeliness especially, need significant local increases
in timeliness everywhere – but that too is what Toyota have handsomely
achieved over many years of on-going improvement Later concept after TQM was formally adopted (in
1980)
Page 91 of Imai, remember that Total Quality
Management didn’t start at Toyota until around 1980, and Kanban around 1962. So it is not until the early 1980’s that
the synergy occurs (not correct because I understand from Walton that Toyota
won the Deming Prize in 1965-66 after Nissan won it in 1960) We can see the interaction here between process
timeliness and product quality; product quality and process timeliness. If he works for you, you work for him. Japanese proverb Similar to the concept of reciprocity – Senge pg ##
- no can’t find a reference to it anywhere; Liker, Nonaka, Kaisha. Be careful here.
Eli Goldratt in SLP 1 and Stein in his TQM II make the distinction
that it is not just the identification and exploitation of a constraint that
becomes a focusing mechanism for stand alone Total
Quality Management or Lean initiatives, but moreover it is the buffer and
buffer management that is the main driver for application of these
techniques. I goes without saying, so I will say it, that when
Theory of Constraints rather than Total Quality Management or Lean is the
underlying management philosophy, the Total Quality Management and Lean
toolsets are the ones that are used to address the problems identified by the
buffer management regime. Contrast Kaizen’s localized view of the next process
is the customer with the more systemic view of needing to understand my
customer’s customer’s customer. Car Park Probably for Leadership D
examine new-found techniques (do change) Or D
examine new-found techniques (change the business) There is a personal cloud hiding behind this common
system cloud; D
examine new-found techniques A better verbalization D
do change and take risk Car Park We
have been here before. In at least 3
different place and times, we have come so close to the necessary
understanding, and then, in the West at least, we have allowed our underlying
personal experience override what is necessary. Goldratt’s Theory of Constraints is just
the fourth attempt at this problem in the last 3 or so generations since the
onset of mass industrialization.
Hopefully, each time we take a step closer to understanding what
really must be done. Let’s
take a step backwards for a second and summarize a few things. As far as Theory of Constraints is
concerned, it is the new kid on the block, its only 25-30 years old,
depending on where you want to draw the line.
And it started out as the deterministic scheduling of manufacturing
operations. Deterministic scheduling
in a different sense to that used in other approaches in that it considered
that there was finite capacity.
Eventually this was refined to finite capacity at just one place – the
constraint. Since then it has embraced
supply chain and projects, both different aspects of the same thing. It also comes with its own approach to
management accounting that allows rational decisions to be reached. These aspects and more are addressed in earlier
pages of this website. Go have a look,
go follow the reference trail for greater information. What
then were the precursors? Strangely,
the first systemic approach was that of Frederick Taylor and Scientific
Management. Although Taylor is largely
vilified, he is also hugely mis-understood.
Standing at the start of mass industrialization he understood the
importance of a systemic approach long before anyone else. That we continue to selectively mine his
work to substantiate our own mis-understandings only fuels our own continued
ignorance. We are doubly bound and we
don’t even know it. We are trapped
within a paradigm and we can’t see it. Taylor
died in 1915 – of pneumonia just to press the point about how little removed
we are from such tragedy – his colleagues continued on with various “flavors”
of his approach. The removal of wasted
motion strictly belonged to his contemporaries and sometime collaborators;
the Gilbreths. During the period that
the work of the Gilbreths flourished, Walter Shewhart developed a statistical
approach (1924) that was to become the cornerstone of W. Edwards Deming’s
quality movement. At
about this point the 2 threads of Taylor and Deming start to interweave via
the Japanese. A company called Toyoda
Spinning and Weaving – which was famous enough in its own right that pre-war
school children were taught of their exploits in class – started to build
motorcars. The values of the Toyoda
family, and the skills of Taiichi Ohno and Shigeo Shingo produced what is now
know as the Toyota Production System. It has strong antecedents in
Taylorism. It, like Taylorism, is also
strongly systemic. This is a value
that comes from Japanese culture. The
work of Taylor was strongly absorbed between the First and Second World Wars
in the United Kingdom, Japan, Russia, and Germany. I suspect it is very hard for us today to
recognize just how immense this change in thinking was at the time. Deming
and Shewhart’s statistical process control was well known to some Japanese
industry prior to World War II via the U.S. electronics industry – glass
valve manufacture to be exact.
Post-war, Deming did continue to teach this in Japan (after 1950) but
his primary effort was to inculcate that only a system-wide or systemic
approach, driven by leadership at the top would succeed. Deming had seen statistical process control
bloom in war-pressed industry in the United States, only to virtually
disappear once the hostilities ended.
He recognized that only through leadership from the top was he going
to be able to show just how significant a change his understanding could
bring about. Now
here comes the sad part. All of this
is known. We also know that in 1911
Taylor was lamenting that people were mistaking the mechanism of his
methodology for the essence. So too
with Deming’s work and the work of Toyota.
People like to pick out the bits of the content (the easy bits mind
you) without picking up on the context.
We go for the detail and leave the dynamics behind. I’m
no apologist so here comes more bad news.
Six sigma is of the fashion in healthcare at the moment (the managerial
part that is, the medical part has always used statistics), unfortunately,
this is just the detail taken from Shewhart and Deming, repackaged yet again,
and on-sold. It is to my mind a local
optimization approach. You can test this assertion, just tell me how many
more patients any single health system has been able to treat as a
consequence. Sure there will be some
isolated successes, but nothing overall.
And its not because
the system is too complicated, its because the
approach knows nothing of the leverage points within the system. So too with benchmarking; straight out of
the 1920’s and still no improvement, no improvement because it is
reductionist, isolated and fails to undress the underlying principles of why
some places might be better than others.
It sets to mimic rather than understand. Finally
the Toyota Production System has come of age in healthcare. Of course first it had to be rediscovered
and re-branded as Lean manufacturing.
Only recently do we see due acknowledgement of its original source. Now
it might just appear that I have succeeded in running down 3 cornerstones to
modern industry, this is not the case, I have profound respect for each of
these approaches; Taylor, Deming, and Toyota.
But I have nothing but contempt for their partial derivatives, the
“lite” implementations of six sigma, lean, and the various crossovers. Here
is a challenge; someone find for me just one health system that uses the
Toyota logistical system known as kanban – anywhere within its process. There are definitely places where it is
applicable, it would be interesting to know anyone who has ever made this
commitment. I am told by
manufacturing colleagues that if you want to check up on “A3 report” on the
internet you will be swamped with healthcare examples. This is interesting. It has come from lean. But let’s add some notes of caution
here. Lean is a “Western”
interpretation of Toyota in particular and Japanese Kaizen in general. It is not the first interpretation, it is
merely the latest when the contrast between eastern and western manufacture
could no longer be explained away.
Richard Schonberger had drawn Western attention to Japanese
manufacturing techniques in 1982 () and went on to re-label this as “World
Class Manufacturing ().” Several years
earlier Norman Bodek had started Productivity Press which brought to the
West, English translations of Japanese books by Shingo, Ohno, and a host of
others equally important (). If that
weren’t enough Imai had published directly into English his books on Kaizen
starting in 1986. Many people picked
up on these methodologies. Why we had
to wait until 1990 for Womack, Jones, and Roos and their lean description ()
is beyond me (well its not, as we will see in
moment). Lean is still a Western
interpretation. Liker estimates that
only around 2% of so-called Lean implementations are true Toyota
implementations (). Why is this? In short –
culture. Some colleagues now want to
“computerize” A3 reports – so that they are available to everyone. This speaks volumes about the gulf that
exists between East and West. In Japan
an A3 report is a visual and tactile and immediate representation of the
problem, the proposed solution and the progress to date, in the vernacular it
is a “living document” and it is usually found at the foreman’s desk. Anyone can find it there and managers go
there to check it. Perish the thought
that managers should show an interest in the floor here. So we sanitize and computerize our A3s and
we don’t even know how much harm we have done to the process. A3 reports are a means not and end. Consider
“value stream mapping.” Can anyone
find in any of Ohno’s work the term or even the similarity for “value stream
mapping?” Value stream mapping
“appears” on the scene in Womack and Jones’ 1996 book (), it is not a
Japanese approach. It is based upon
the premise (truism) that “activities that can’t be measured can’t be
properly managed.” Unfortunately it
overlooks the work of Deming (and wasn’t he the guy who was in Japan in the 1950’s onwards) who was adamant that “It
is wrong to suppose that if you can't measure it, you can't manage it ‑
costly myth ().” It’s almost too much
to expect anyone to pay attention to the man who so much helped to improve
Japanese systemic understanding that we invent new explicit approaches to
replace former tacit methods. Do you know
how Ohno used to do this? Take a piece
of chalk, draw a circle on the floor and get subordinates to stand in it
until the flow became clear to them. I
know of no better approach. If we were
to go to the actual place, see the actual problem and talk to the actual
people we would probably have to take some responsibility. It is far safer to draw an explicit flow
diagram and not take any responsibility.
This is the real value of value stream mapping – the avoidance of
responsibility. Let’s just
take one more example. This time from
Lean healthcare ala the National Health System (NHS) of Great Britain. In particular a new apparatus known as the Glenday Sieve. A
little bit of poking around will reveal that this is nothing more than the
power rule observation attributed to the 1800’s Italian economist, Vilvrado Perato. That it is being used to “volume”
measurements in healthcare is hardly unique, that it as to be called a new
name though is. Perato analysis
forms the backbone of kaizen analysis of independent events, why, why, why,
go and rename it? Is there a need to
make healthcare different from all other human endeavor? If so, maybe this is why it has taken so
long for “modern” management methods to permeate into this industry. (1) Johnson (1992) Relevance Regained pg x. David Kidd, director emeritus of the Oomoto School of Traditional Japanese Arts, in Japanese
Style: Clarkson N. Potter, Inc./Publishers, pg xi (19) Schonberger, R. J., (1982) Japanese
manufacturing techniques: nine hidden lessons in simplicity. The Free Press, 260 pp. (20) Schonberger, R. J., (1986) World class
manufacturing: the lessons of simplicity applied. The Free Press, 253 pp. (21) Schonberger, R. J., (1996) World class
manufacturing: the next decade: building power, strength, and value. The Free Press, 275 pp. () Bodek, N., (2004) Kaikaku: the power and magic of
lean, a study in knowledge transfer.
PCS Press, 392 pp. () Imai, M.,
(1986) Kaizen: the key to Japan’s competitive success. McGraw-Hill, 259 pp. () Imai, M.,
(1997) Gemba kaizen: a commonsense, low cost approach to management. McGraw-Hill, 354 pp. (24) Womack, J. P., Jones, D. T., and Roos, D.,
(1990) The machine that changed the world.
Simon & Schuster Inc., 323 pp. (25) Womack, J. P., and Jones, D. T., (1996) Lean
thinking: banish waste and create wealth in your corporation. Simon &
Schuster, pg 258. () Liker, J.
K., (2004) The Toyota Way: 14 management principles from the world’s greatest
manufacturer. McGraw-Hill, 330 pp. () Deming, W.
E., (1994) The new economics: for industry, government, education. Second edition, MIT Press, pg 35. This Webpage Copyright © 2008 by Dr K. J. Youngman |