|
A Guide to Implementing the Theory of
Constraints (TOC) |
|||||
|
Draft
Copy This
page is “in draft” and on the internet so that I can more easily share it
with a limited number of particular people.
By all means feel free to read it, but be aware that I will continue
to work on it, off and on, until I am happy and this draft notice
disappears. Therefore at the moment
there may be loose ends and disjoints that still need to be addressed. Taylor
was a systemist.
Probably since ( ), how come then that ... I have
an admission to make – Adam Smith Pin
specialization and factory However
specialization isn’t something new Tryol
Alps Story Some
suggest that the factory is the starting point. Certainly
it marks another important change the movement from cottage (and therefore
family) to factory and the wider community and all the management issues that
brings about. Issues that probably
didn’t really come to the fore until piece work disappeared. If you
have trouble today, think back to Deming’s time when Hawthorne had 10,000 etc So
maybe it is the factory that is most important. Taylor
was on the cusp of a wave of factory and industrialization. Introduction Taylor
wrote; “In the past man has been first; in the future the system must be
first.” (pg iv 2nd
paragraph) He wrote this in the introduction to his 1911 treatise “The
Principles of Scientific Management.”
It was incredibly prescient, but it must have been incredibly
difficult for most people to relate to at that point in time. Today it sounds almost Owellian,
but that reflects more than anything our own failure to learn anything in the
almost 100 years that have elapsed since. Scientific
Management, or Taylorism, or time and motion studies, are common enough terms
that most people in business will have bumped into at one time or
another. The term Scientific Management,
however, wasn’t coined until 1910, some 30 years after Taylor began his quest
into industrial engineering. The term
came to embrace not only the time-based work of Taylor and his immediate
associates; Henry Gantt, Carl Bath, and Horace Hathaway, but also the
motion-based work, or rather avoidance of wasted-motion-based work, of Frank
and Lillian Gilbreth. Taylor
was far ahead of his time and consistently misinterpreted by most of his
contemporaries. This misinterpretation
has important parallels with Deming 60-70 years later. Moreover, the misinterpretation carries
through to today, where our additional misunderstanding of the cultural
context of a century ago makes the confusion even greater. In prior pages I have treated Taylor and
Scientific Management as the
arch-reductionist, for that is how his principles have been almost
exclusively interpreted. I don’t
intend any time soon to change those pages to reflect my change of
opinion. But changed my opinion I
certainly have. In
1997 Robert Kanigel published a monumental biography on Taylor, The One Best
Way; Frederick Winslow Taylor and the enigma of efficiency. I read this in 1999, and I have to say I
read it as reinforcing my existing bias that Taylor was a reductionist. It wasn’t until 6 years later that I read
Taylor’s 1911 treatise; The Principles of Scientific Management, and
substantially changed my opinion. This
current page is based almost wholly on these two sources. There are (at least) two other sources that
I would like to include, but haven’t as yet.
They are Frank Copley’s 1923 biography; because it is close to the
date of interest and sympathetic to the cause, and Daniel Nelson’s 1992 work
on Scientific Management after Taylor.
Taylor died aged 59 just 5 years after the publication of
Principles. It is important to
distinguish what Taylor said, and what others said who came after him. I
am fascinated that contemporary authors continue to perpetuate the straw-man
that is depicted as Taylor, it is almost as if by constructing this straw-man
we absolve ourselves of responsibility for investigating the true cause of
our current dissatisfaction. And I am
fascinated that out of all the work that Taylor and his colleagues did, some
of which fundamentally changed our industrial world, it is the short pig-iron
carrying experiments that receive so much attention, and so much
opprobrium. While working on this page
my respect for Robert Kanigel has increased.
While, often, where opinion is allowed, he falls into expressing the
reductionist interpretation, but equally when reporting fact he is aware of
the dichotomizing power of Taylor’s approach. “Even today, for every critic who views him as devil, another sees him
as saint. And the split doesn’t hew to
easy left-right lines. Only the
slightest shift in perspective, it turns out, changes Taylor’s hat from black
to white (Kanigel pg 17).” Kanigel
is indeed correct to use the word “enigma,” but it is not efficiency that is
enigmatic, it is us, ourselves, and our response to the modern industrial
environment that we have created that is enigmatic. And the clue to solving this enigma comes
from Louis Brandeis, a contemporary of Taylor’s and the one responsible for
coining the term “scientific management.”
If we can understand Taylor’s contemporaries, then we can understand
where we fail in our current interpretation of this man and his intent. Well,
firstly let me express another bias. I
spent a substantially period of time working within a number of factories
which produce rotary cutting tools. In
fact the largest factories of their type in the world. One of these made high speed steel endmills
and drills. High speed steel as we
will see was invented by Taylor and Maunsel White at Bethlehem Steel. And although manufacturing is in many
people’s minds no longer sexy, something called “IT”. or
knowledge economy apparently is, this simple invention, high speed steel, is
used in more basic industry than most people would care to imagine. To me this alone would warrant Taylor a
substantial place in history. I think
also that it provides a context that too many people chose to ignore, and yet
once presented informs most of his other work. So
what I propose to do is present a “potted” biography of Taylor’s industrial
background, within which we can see the rationale for Taylor’s approach to
Scientific Management. If we do this
within the social context of the day then we can understand how his
contemporaries interpreted his work and why, and equally how they
misinterpreted his work and why. The material, unless otherwise stated, is from Kanigel (1997). Let’s
go.
Taylor
began an apprenticeship at Ferrell & Jones, known as Enterprise Hydraulic
Works, a pump manufacturer, in 1874.
His family had the means and he had the ability to pursue higher
education at a time when few others could, but chose the more usual option of
an apprenticeship. He set out as an
apprentice patternmaker but sometime during this began a second
apprenticeship as a machinist. In
1878 he moved to Midvale Steel, first as a laborer and then as an ordinary
machinist. He became a gang boss in
1879 at the age of 23, and rose to foreman by late 1880. Once he became gang boss he came up against
soldiering and tried to overcome over the next two years. “Taylor still wasn’t getting what he deemed a full day’s work out of
the men; but he was getting twice as much as before (Kanigel pg 170).” His
men, although employees, worked on piece rate, the prevalent scheme at the
time. Rises in productivity were
usually met with a reduction in piece rate and as a consequence productivity
remained static. Skilled machinists –
craftsman – could argue against any increase in work rate on the basis of
rule-of-thumb about depth of cut and speed of the machine. Their world was one of tacit knowing and
Taylor having received that training had, in my opinion, the insight to
realize that explicit knowledge of what could and couldn’t be done was lacking. Without explicit knowledge it is the gut
feel of management that more work can be done versus the gut feel of the
machinists that more work can’t be done – piece rate complications excepted. In
1880, Taylor sought and gained permission to carry out metal cutting
experiments. He did this on an
overhauled machine, cutting tools were made from one batch of tool steel, Results were
recorded in code so that unconscious bias was not introduced. “The first object was to resolve once and for all that much disputed
issue of every machine shop, the precise profile to which the tool’s cutting
edge should be ground (Kanigel pg 176).” After
6 months he found that within a large range the profile didn’t matter. With this “non-result” Taylor was allowed
to continue with further tests for the next 2 years, tests that truly
required the commitment of the ownership as the steam engine running the
whole works had to be slowed down in order to allow the finer graduations in
cutting speed. Nevertheless this work
did yield tables of best feed and speed for certain conditions and allowed a
30% increase in output of the work’s 6 tire boring machines. Moreover, the machines could now be run by
laborers or machinists helpers rather than first-class machinists. Between
1880 and 1890 Taylor rose from foreman to master mechanic to chief draftsman,
and then to chief engineer. During
this period Midvale Steel expanded and prospered, a new machine shop
quadruple in size was built.
Importantly it had integral cutting tool cooling by water, a discovery
that allowed cutting speeds to be raised by a third. During this period Taylor also made his
first tentative steps to relate physical exertion – manpower – to the work
done. With no consistent results he
gave up. It
was also during this period that Taylor began to time individual operations
and to write job-cards for individual operations. The value of this was that he could
assemble different operations into a whole job and know with some certainty
how long an old job should take or how long a totally new job might
take. The job-cards also reduced the
cost of jobs by ensuring that they were done in a correct fashion. Associated with job-cards he also introduced
differential piece rates. If a certain
rate was exceeded then the whole day’s work, not just the additional work,
was rewarded at the new and higher rate. Taylor
using his knowledge of metal cutting was sure that the rough turning of axles
could be increased from 3-5 per day to 10.
He used his differential piece rate to try and bring this about. On the 3rd trial he was successful. By 1887; “men previously earning $1.50 a day turning
axles earned double that and produced two to three times as much work
(Kanigel pg 212). In
1887 Henry Gantt arrived at Midvale as Taylor’s assistant. By substituting logarithmic graph paper for
linear graph paper he helped to bring a whole range of metal cutting
solutions (correct feed and speed) before them. During this time Taylor also designed and
oversaw the building of a 75 ton steam hammer which he designed to flex with
the blows and for 12 years pounded away at 3 times the speed of other hammers
with less upkeep and repair. Pulp
Mills – 1890 - 1893 In
October 1890 Taylor left Midvale, lured to Madison by William Whitney and the
offer of general management over the construction and operation of two pulp
and paper mills using the new Mitscherlich
process. The mills were successful in
producing good grade pulp, but there were problems; competitors found was
around the patent protection, the energy consumption was vastly greater than
the owners were lead to believe, many aspects appear to have been
under-designed prior to Taylor’s arrival. Taylor
introduced differential piece rates in the two mills; He never wholly succeeded at Madison but largely did at Appleton. Within a year and a half, virtually every
operation there – ‘from the time our materials arrive in the yard,’ wrote
Taylor, ‘until they are shipped in the [railroad] cars’ – was on piecework,
mostly applied to work gangs rather than individuals (Kanigel pg 254)”. This
is important in so much as it refutes a more recent and maybe common
view. Liker (2004 pg 197) argued that
Taylor “strictly” focused on individual incentives for productivity, whereas
Toyota distributes work to, and measures the performance of, teams. We can see that in the beginnings of this system
that such “strictness” did not apply.
Indeed there seemed be a healthy dose of pragmatism in Taylor’s
approach in that there was very little or no time measurement used to
establish the differential rates. This
pragmatism is an approach that would be revisited in future applications too. The
pulp company, however, was caught up in an economic slow-down and the mills
were shut. Taylor satisfied that the
mills were working well had already left. Itinerant
– 1893 - 1898 During
the next 5 years Taylor essentially became a consulting engineer/management
consultant. This included developing a
management accounting system that allocated overhead not just to wages but
also to machines on the basis of the time used, as companies sought to
determine the performance of differing products. He wrote a paper on the economics of power
belts, still the main form of power transmission at the time. He started a series of metal cutting
experiments on two brands of
self-hardening steel (tungsten hardened steel) using an electric powered
lathe, however, the heating was done by eye, different temperatures yielding
different colors, and the results were inconclusive. More importantly, however, he determined
that these more expensive tool steels should not be reserved for special jobs
such as hard forgings, but should be in general use. In
1895 he presented to the American Society of Mechanical Engineers a paper on
his differential piece rate system as an answer to labor unrest. Unlike the two prevalent systems of the
day, Taylor did not take historical output as his base but rather sought to
establish a new measure of what constituted a fair day’s work. This work was reprinted in several
engineering publications and also in the United Kingdom. In
1996 Taylor engaged Sanford Thompson to extend Taylor’ ideas about time study
in machining to various manual trades such as building and plastering, with
the intent of publishing books on each trade.
Taylor himself, began working, or rather consulting to a streetcar
works in Johnstown, Pennsylvania.
Amongst his repertoire of improvement methods he once again deployed his
differential piece rate system.
Importantly, as in the pulp mills and contrary to his paper on piece
rates, the rates were not based upon stop-watch studies. “As at Midvale, piece rates at Johnson were broken down by operation
but were apparently not based on stopwatch studies (Kanigel pg 299).” On
returning to Simonds Rolling Machine Company, a maker of ball bearings,
Taylor installed a differential piece rate system – again without time-based
study. In the case of ball bearing
inspection, this, and other refinements, lead to; ... thirty-five women were doing the work
that a hundred and twenty had done before, making sometimes double their
previous wages (Kanigel pg 304). It
also seems to be the first instance of substantial labor reduction rather
than absorbing improved productivity and output into an expanding
market. Although Taylor reckoned that
output per worker was now more than double at every stage this was
insufficient to avoid the board voting to shut down the works in 1898. Taylor had previously been approached to work at
Bethlehem Steel and in 1898 the offer was extended once again and
accepted. He began to work at Machine
Shop No. 2 – a quarter of a mile long – and Bethlehem Steel’s worst bottleneck. He set about his standard approach;
requests for water-cooled cutting tools, new belting standards, pre-grinding
tools and so forth. He also urged the
use of self-hardening tool steel for all roughing cuts. Taylor sought to
demonstrate the benefits of Midvale self-hardening steel at Bethlehem. He had a large electric lathe built with a
40 horse power motor which could accommodate a 4 foot diameter cylinder of
steel. Unfortunately, Midvale
self-hardening steel turned out to be the worst of 5 tool steels in the
trial. Taylor prevailed upon the management to allow new
tests that would allow him to run Midvale steel through a series of
systematic heat-treat temperatures.
Taylor and Maunsel White, Bethlehem Steel’s metallurgist, took the
original self-hardening steel and put it through a series of controlled heat
tempering experiments. They took it
way past the color which was known to ruin tool steel and yet found it to cut
at a speed of 25 feet per minute. They
continued to heat samples further until they obtained a cutting speed of more
than 50 feet a minute. “This in a shop where, on average, day after day, work was cut at nine
feet per minute. A tool made from
ordinary Midvale self-hardening steel – heat-treated at a temperature every
machinist and blacksmith in the place knew with certainty would reduce it to
rubble at the first swipe against the work – was cutting four or five times
that fast (Kanigel pg 314).” The experiments continued for the next 9
months. Before they were through
Taylor reckoned a dozen men had performed 16,000 individual experiments and
reduced 200 tons of steel to chips.
With the use of a platinum-rhodium wire pyrometer, developed by Le Chatelier in France, Taylor and White were able to
determine that chromium-tungsten tool steel when heated beyond 1550 °F
became ruined – this is what had caused the initial failure. However, when heated beyond 1725 °F hardness returned and continued
to increase until around 2200 °F, close to the material’s melting point. The new heat-treat allowed cuts to be 40% deeper and
feed rates to be doubled. The combined
effect was that the work rate was triple the old rates (327). Moreover, Taylor engaged Carl Barth to
reduce the data into a workable slide rule.
Gantt had managed to create a crude one, Barth one that allowed all
the parameters of machine cutting to be feed in and the one or few solutions
to be calculated – within 20 or 30 seconds.
Not only had Taylor managed to substantially increase the speed of
machining, he had also managed to remove rule-of-thumb and replace it with
explicit calculations. During the steel cutting experiments Taylor embarked
on a set of experiments related to pig iron handling. Bethlehem had accumulated 80,000 tons of
pig iron while prices were low, and as the price began to pick up again the
pig iron was sold and then shipped by rail.
Although these experiments took only 2 months and resulted in reducing
the number of yard laborers from 600 to 140 over the next two years, in my
opinion they seem to account for more critical comment on Taylor, Taylorism,
and Scientific Management than all of his other work combined – as though
this epitomized Taylorism and everything else did not. This maybe is an unintended consequence of
pig iron handling being one of two stories that Taylor used to impress his
ideas on the public. The only way to move pig iron in 1899 was by manual
labor. Taylor wanted to introduce
differential piece rates to the process.
He established that a 16.5 ton load could loaded onto a car in 14
minutes. He extrapolated this to
arrive at 75 tons per man per day on a continuous basis, and then took 40% of
this to set a standard of 45 tons per man per day allowing for breaks and
delays. “This was at least double – and probably closer to triple – what
laborers had been able to manage throughout history” (Kanigel pg 320). It is telling that of 40 men especially selected to
do this work, only 3 were able to load enough to earn substantially
more. It may be that Taylor simply
overestimated the nature of such continuous heavy laboring. Nevertheless, a reduction from 600 to 140
men suggests that substantial improvement in productivity was still
achieved. Part of this appears to be
due also to his shoveling experiments.
Taylor determined that 21 pounds was the optimal load for a shovel and
had different shovels made for different densities of materials shoveled. This became the other story most often told
to the public. “In the end, through time study, piece rates, and other measures, the
cost for each ton of material handled in the Bethlehem yards was halved, and
the place was being run as no such place ever had before” (Kanigel pg 334). Taylor
also extended functional foremanship to Machine Shop No 2.,
however even with all of the advances monthly output hardly exceeded the
monthly output for the 5 preceding years.
The problem seemed to lie in too much idle time – the machines did cut
faster but were idle more often as well.
Henry Gantt suggested a task-plus-bonus scheme to get the shop moving;
that is people were paid a bonus if all of their work for the day was
completed as compared with Taylor’s more complex differential piece
rate. As at $$$$ and at $$$$$
scientific time-based study gave way to pragmatism. Production jumped from 624,000 pounds of
rough-machined work to 1,6000,000 pounds in 3
months. However, it was too late for
the $1,100,000 spent and two years of effort made and his services were
terminated. The
(Character) Assassination Of Frederick Winslow Taylor This is from Robert
Simons 1995 Harvard Business School Press book “Levers of Control (1). “Frederick
Taylor's work Principles of Scientific
Management, published in 1911, likened individual workers to
machines that could be fine‑tuned in pursuit of efficiency. Using time-and-motion studies, Taylor
raised the acts of shoveling and handling pig‑iron to a science. Managers were enjoined to study repetitive
tasks carefully or hire experts to do so, to experiment to improve prescribed
procedures continually, and to ensure that workers complied with these
practices by offering piece rate incentives.
In Taylor's view, workers would only respond to financial
incentives based on defined performance standards.” This
is from Richard Liker’s 2004 book “The Toyota Way” pp 143‑144 (2) “Under Taylor's (1947) scientific
management, workers were viewed as machines who needed to be made as
efficient as possible through the manipulations of industrial
engineers and autocratic managers.
The process consisted of the following: § Scientifically
determining the one best way of doing the job. § Scientifically
developing the one best way to train someone to do the job. § Scientifically
selecting people who were most capable of doing the job in that way § Training
foreman to teach their "subordinates" and monitor then so they
followed the one best way. § Creating
financial incentives for workers to follow the one best way
and exceed the performance standard scientifically set by the industrial
engineer. Taylor did achieve tremendous
productivity gains by applying scientific management principles. But he also created very rigid
bureaucracies in which managers were supposed to do the thinking and workers
were to blindly execute the standardized procedures. The results were predictable: § Red
tape § Tall,
hierarchical organizational structures § Top‑down
control § Books
and books of written rules and procedures § Slow
and cumbersome implementation and application § Poor
communication § Resistance
to change § Static
and inefficient rules and procedures.” Also
pg 197 (3) “Taylorism is the ultimate in external motivation. People come to work to make money ‑
end of story. You motivate workers by
giving them clear standards, teaching them the most efficient way to reach
the standard, and then giving them bonuses when they exceed the
standard. The standards are for
quantity, not quality.” This is from Margaret Wheatley in her 1999 book “Leadership and the new science (4)”, pg 159 “The work of
Frederick Taylor, Frank Gilbreth, and hosts of followers initiated the era of
“scientific management.” This was the
start of a continuing quest to treat work and workers as an engineering
problem. Enormous focus went into
creating time‑motion studies and breaking work into discrete tasks that could
be done by the most untrained of workers.
I still find this early literature frightening to read. Designers were so focused on engineering
efficient solutions that they completely discounted the human beings
who were doing the work. They didn’t
just ignore them, as has been done more recently with contemporary
reengineering efforts. They disdained
them – their task was to design work that would not be disrupted by the expected
stupidity of workers.” These
are fairly stereotypical comments about Taylor and Scientific
Management. They, and my reading of
Robert Kanigel’s monumental biography “The One Best Way; Frederick Winslow
Taylor and the Enigma of Efficiency,” tell a common interpretation. Common, but I believe fundamentally
incorrect. There certainly is an
enigma in efficiency, but it has to do with us and our interpretation of
efficiency, not with efficiency per se. This
enigma is clouded further by the distance of time and culture. Taylor worked and wrote at a time of
transition from craftsmanship to mass production, at a time of transition
from manpower to mechanical power, and in a vastly different social context
which I believe is glossed over in more recent interpretations. Let’s
contrast these extracts with some lengthy ones from Taylor Starting
Near The End – 1911 Taylor died aged 59 in 1915, in 1911 he published a
treatise called “The Principles of Scientific Management.” The term Scientific Management had only
been coined in 1910 by the lawyer Brandeis to encompass the many and varied
aspects that Taylor and his associates had investigated in the previous %%
years. “The principal object of management should be to secure the maximum
prosperity for the employer, coupled with the maximum prosperity for each
employé. The words “maximum prosperity” are used in their broad sense, to mean
not only large dividends for the company or owner but development of every
brand of the business to its highest state of excellence, so that the
prosperity may be permanent. In the same way maximum prosperity for each employé means not only higher
wages than are usually received by men of his class, but, of more importance
still, it also means the development of each man to his state of maximum
efficiency, so that his natural abilities fit him, and it further means
giving him, when possible, this class of work to do. It would seem
to be so self-evident that maximum prosperity for the employer, coupled with
maximum prosperity for the employé, ought to be the two leading objects of management, that even to
state this fact should be unnecessary. And yet there is no question that,
throughout the industrial world, a large part of the organization of
employers, as well as employés, is for war rather than peace, and that
perhaps the majority on either side do not believe that it is possible so to
arrange their mutual relations that their interests become identical.”
The majority of these men believe that the fundamental interests of
employés and employers are necessarily antagonistic. Scientific management, on the contrary, has
for its very foundation the firm conviction that the true interests of the
two are one and the same; that the prosperity for the employer cannot exist
through a long term of years unless it is accompanied by prosperity of the
employé, and visa versa; and that it is possible to give the workman what he
most wants – high wages – and the employer wants – a low labor cost – for his
manufacturers.” The
first 5 paragraphs from Taylor’s 1911 work “The Principles of Scientific
Management” tell us so much about the intent of this man. Develop
each of the points in there, labor them – then move to page 2 “No one can be found who will deny that in the case of any single
individual the greatest prosperity can exist only when that individual is
turning out his largest daily output. The truth of this fact is also perfectly clear in the case of two men
working together. To illustrate: if
you and your workman have become so skilful that you and he together are
making two pairs of shoes in a day while your competitor and his workman are
making only one pair, it is clear that after selling your two pairs of shoes
you can pay your workman much higher wages than your competitor who produces
only one pair of shoes is able to pay his man, and that there will still be
enough money left over for you to have a larger profit than your competitor. In the case of a more complicated manufacturing establishment, it
should also be perfectly clear that there greatest permanent prosperity for
the workman, coupled with the greatest prosperity for the employer, can be
brought about only when the work of the establishment is done with the
smallest combined expenditure of human effort, plus nature's resources, plus
the cost for the use of capital in the shape of machines, buildings, etc. Or, to state the same thing in a different
way: that the greatest prosperity can exist only as the result of the
greatest productivity of the men and machines of the establishment ‑ that is,
when each man and each machine are turning out the largest possible output;
because unless your men are daily turning out more work than others around
you, it is clear that competition will prevent your paying higher wages to
your workman than are paid to those of your competitor. And what is true as to the possibility of
paying high wages in the case of two companies competing close beside one
another is also true as to whole districts of the country and even as to
nations which are in competition. In a
word, that maximum prosperity can only exist as a result of maximum
productivity.” Then
add here maybe that this sounds like Deming – only 84 years too early. Taylor
was concerned about soldiering. Taylor, F. W., (1911) The Principles of Scientific Management, pg 3 “The English and American peoples are the greatest sportsmen in the
world. Whenever an American workman
plays baseball, or an English workman plays cricket, it is safe to say that
he strains every nerve to secure victory for his side. He does his very best to make the largest
possible number of runs. The Universal
sentiment is so strong that any man who fails to give out all there is in him
in sports is branded as a "quitter," and treated with contempt by
those who are around him. When the same workman returns to work on the following day, instead of
using every effort to turn out the largest possible amount of work, in a
majority of the cases this man deliberately plans to do as little as he
safely can ‑ to turn out far less work than he is well able to do ‑ in many
instances to do not more than one‑third to one‑half of a proper day's
work. And in fact if he were to do his
best to turn out his largest possible day's work, he would be abused by his
fellow‑workers for so doing, even more than if he had proved himself a
"quitter" in sport.
Underworking, that is, deliberately working slowly so as to avoid
doing a full day's work, "soldiering," as it is called in this
country, "hanging it out," as it is called in England, "ca canae," as it is called in Scotland, is almost
universal in industrial establishments, ad prevails also to a large extent in
the building trades; and the write assets without fear of contradiction that
this construes the greatest evil with which the working people of both
England and America are now afflicted. It will be shown later in this paper that doing away with slow working
and "soldiering" in all its forms and so arranging the relations
between employer and employe that each workman will
to his very best advantage and at his best speed, accompanied by the intimate
cooperation with the management and help (which the workman should receive)
from management, would result on the average in nearly doubling the output of
each man and each machine. What other
reforms, among those which are being discussed by these two nations, could do
as much toward promoting prosperity, toward the diminution of poverty, and
the alleviation of suffering? America
and England have been recently agitated over such subjects as the tariff, the
control of large corporations on the one hand, and of hereditary power on the
other hand, and over various more or less socialistic proposals for taxation,
etc. On these subjects both peoples
have been profoundly stirred, and yet hardly a voice has been raised to call
attention to this vastly greater and more important subject of
"soldiering," which directly and powerfully affects the wages, the
prosperity, and the life of almost every working‑man, and also quite as much
the prosperity of every industrial establishment in the nation. The elimination of "soldiering" and of the several causes of
slow working would so lower the cost of production that both our home and
foreign markets would be greatly enlarged, and we could complete on more than
even terms with our rivals. It would
remove one of the fundamental causes for dull times, for lack of employment,
and for poverty, and therefore would have a more permanent and far‑reaching
effect upon these misfortunes than any of the curative remedies that are now
being used to soften their consequences.
It would insure higher wages and make shorter working hours and better
working and home conditions possible. Why is it, then, in the face of the self-evident fact that maximum
prosperity can exist only as the result of the determined effort of each
workman to turn out each day his largest possible day's work, that the great
majority or our men are deliberately doing just the opposite, and than even
when the men have the best of intentions their work is in most cases far from
efficient? There are three causes for this condition, which may be briefly
summarized as: First. The fallacy, which has
from time immemorial been almost universal among workmen,
that a material increase in the output of each man or each machine in
the trade would result in the end in throwing a large number of men out of
work. Second. The defective systems
of management which are in common use, and which make it necessary for each
workman to soldier, or work slowly, in order that he may protect his own best
interests. Third. The inefficient rule‑of‑thumb
methods, which are still almost universal in all trades, and in practising which our workmen waste a large amount of
their effort.” Careful: Taylor isn’t suggesting workman are
soldiering because they are lazy – or any such similar idea. He is saying that they must
because they believe that to do so otherwise will result in; (1) loss or
work, or (2) increased effort for the same wages, or (3) that they are
unaware to wastage. Taylor
specifically addressed the wage/output issue via piecework, and the wastage
via various scientific approaches. The
second cause he clearly laid out as a result of “ignorance of employers. After
the intro, work through the early steel cutting experiments and summarize. Then
work through the manhandling calculations, use this to illustrate pursuit of
a paradigm Then
come back to how can we resolve these two different
approaches – leads into social Darwinism etc. Gilbreth,
Emerson, Taylor all working independently, coalesced as a consequence of
Taylor’s Shop Management paper (earlier than his Scientific Management
paper). “Scientific Management in its essence, consists of a certain
philosophy, which results, as before stated, in a combination of the four
great underlying principles of management:” Those
principles are; The
development of a true science The
scientific selection of the workman His
scientific education and development Intimate
friendly cooperation between the management and the men. Taylor
seemed to be driven by the conviction that “scientific” laws or truths
underlined common work practices if only they could be discovered. Maybe this was a consequence of his own
metal cutting experiments which did indeed furnish valuable empirical
relationships. We can see the drive
for this understanding in the following extract. “A large amount of very valuable data had been obtained, which enabled
us to know, for many kinds of labor, what was a proper day’s work. It did not seem wise, however, at this time
to spend any more money in trying to find the exact law which we were after.” Taylor
was looking for an exact scientific law to describe work or effort in terms
of mechanical energy expended. He had
found that; “On some kinds of work the man would be tired out when doing perhaps
not more than one-eight of a horse power, which in others he would be tired
to no greater extent by doing half a horse-power of work. We failed, therefore, to find any law which
was an accurate guide to the maximum day’s work for a first-class workman.” “Some years later, when more money was available for this purpose, a
second series of experiments was made, similar to the first, but somewhat
more thorough. This, however, resulted
as the first experiments, in obtaining valuable information but not in the
development of a law.” But
as we learnt on the page on paradigms it is often the insistence that a
paradigm is correct that lead at first to making further discoveries. Taylor is a nice example of this. Not deterred by two failures he presses on. “Again, some years later, a third series of experiments was made, and
this time no trouble was spared in our endeavor to make the work
thorough. Every minute element which
could in any way affect the problem was carefully noted and studied, and two
college men devoted about three months to the experiments. After this data was again translated into
foot-pounds of energy exerted for each man each day, it became perfectly
clear that there is no direct relation between the horse-power which a man
exerts (that is, his foot-pounds of energy per day) and the tiring effect of
the work on the man. The writer,
however, was quite as firmly convinced as ever that some definite, clear-cut
law existed as to what constitutes as full day’s work for a first-class
laborer, and our data had been so carefully collected and recorded that he
felt that the necessary information was included somewhere in the
records. The problem of developing
this law from the accumulated facts was therefore handed over to Mr. Carl G.
Barth, who is a better mathematician than any of the rest of us, and we
decided to investigate the problem in a new way, by graphically representing
each element of the work through plotting curves, which should give us, as it
were, a bird’s-eye view of every element.
In a comparatively short time Mr. Barth had discovered the law
governing the tiring effect of heavy labor on a first-class man. And it is so simple in its nature that it
is truly remarkable that it should not have been discovered and clearly
understood years before. The law which
was developed is as follows: The law is confined to that class of work in which the limit of a
man’s capacity is reached because he is tired out. It is the law of heavy laboring,
corresponding to the work of the cart horse, rather than that of the trotter. Practically all such work consists of a
heavy pull or a push on the man’s arms, that is, the man’s strength is
exerted by either lifting or pushing something which he grasps in his
hands. And the law is that for each
given pull or push on the mans’ arms it is possible
for the workman to be under load for only a definite percentage of the
day. For example, when pig iron is
being handled (each pig weighing 92 pounds), a first-class workman can only
be under load 43 per cent. of the day. He must be entirely free from load during
57 per cent. of the day. And as the load becomes lighter, the
percentage of the day under which the man can remain under load
increases. So that, if the is handling
a half-pig, weighing 46 pounds, he can then be under load 58 per cent. of the day, and only has to rest during 42 per cent. As the weight grows lighter the man can
remain under load during a larger and larger percentage of the day, until
finally a load is reached which he can carry in his hands all day long
without being tired out. When that
point has been arrived at this law ceases to be useful as a guide to a
laborer’s endurance, and some other law must be found which indicates the
man’s capacity for work.” (all page 26-27) What
can we learn from this? Well I think
that too often today the “science” in Scientific Management is
mis-understood. Taylor was definitely
seeking underlying explanations for management problems. He certainly did that with heavy lifting
and he certainly did that with metal cutting.
It we understand this we can see the basis for his 4 principles. What tends to happen today however, is that
the “science” is trivialized as the measurement part before hand. This is more a fault of a common
mis-interpretation of science rather than Taylor’s mis-application. However
the whole issue becomes clouded by Frank Gilbreth’s “time and motion” studies
of brick laying. Gilbreth developed
his mechanism independently of Taylor although it was subsequently fully
incorporated into the philosophy of Scientific Management. It is here that the confusion can arise
between time and motion studies and Taylor’s measurements required to distill
underlying fundamental principles. Gilbreth’s
approach was as follows (pg 61); “Find, say, 10 or 15 different men (preferably in as many separate
establishments and different parts of the country) who are especially skilful
in doing the particular work to be analyzed.” “Study the exact series of elementary operations or motions which each
of these men uses in doing the work which is being investigated, as well as
the implements each man uses.” “Study with a stop-watch the time required to make each of these
elementary movements and then select the quickest way of doing each element
of work.” “Eliminate all false movements, slow movements, and useless
movements.” “After doing away with all unnecessary movements, collect into one
series the quickest and best movements as well as the best implements.” “This one new method, involving that series of motions which can be
made quickest and best, is them substituted in place of the ten or fifteen
inferior series which were formerly in use.
This best method becomes standard, and remains standard, to be taught
first to the teachers (or functional foremen) and by them to every workman in
the establishment until it is superseded by a quicker and better series of
movements. In this simple way one
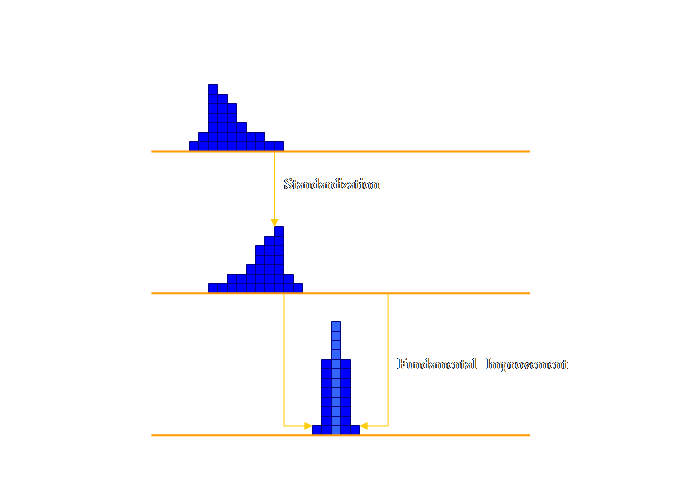
element after another of the science is developed.” Two
very important words occur in this quote; standard and supersede. Essentially Gilbreth sought to standardize
the process and then later on improve upon the standard. Let’s
try and draw this approach to make it clearer.
Today
we might simply call this benchmarking – although that is somewhat unfair
because there has been a systematic attempt to improve from removing waste –
whereas benchmarking can simply be following the leader without questioning
why they lead. Essentially we assume
that the job is being “done right.”
Taylor’s more fundamental approach went that step further, it asked if
this was the “right job.” If there was
a fundamental driver underlying the work that could lead to substantial improvement. We can
draw this as well.
Also
many of Taylor’s most common examples are localized; shoveling materials,
moving pig iron, inspecting ball bearings.
The optimizations were localized and the methodology reductionist. And
it is top down. Its
ironic that Taylor thought that workmen themselves were too dull to
understand the improvements Quote…. Also
machinists for some other reason Quote…. And
yet the first of his principles was to watch what first-class man does and
systematize that. Of
course in the case of machine shops Taylor had a very real and specialist
technical knowledge that was rare and could find immediate application. This placed him above the machinists in
machine shops but wouldn’t have delivered the same advantages in other
industries. To understand Scientific
Management we have to tease the specialist machine ship knowledge away and
examine the remaining system – the system that would be applicable to all
industries in general. Scientific
Management is a term that was coined late in the piece, at the urging of
Brandeis in 1910 during an Interstate Commerce Commission rate petition by
rail companies (pg 430). Yet to me
Taylor especially was an empiricist.
He sought to make rigorous observations and measurements and sift
through the resulting data looking for the underlying simplifying theory that
would account for the observations.
Once the underlying theory had been found he could use it to make
predictions for better outcomes in the future. The
metal cutting experiments and the material handling experiments are two
important contributions that Taylor made that are indeed scientific in their
approach and which warrant more attention than can be achieved on this
page. So here is a diversion for those
that are interested; Taylor II.
Also in this diversion I have highlighted the approach of Frank
Gilbreth, because this seems much less scientific and much more a
“standardization,” without any necessary theory behind it. This is important because the Gilbreths
were to survive Taylor by many years and I suspect that their reductionist
approach found its way more and more into the writings of “Scientific
Management,” diluting out the more difficult to understand systemic aspects
of Taylor’s approach. A
personal admission – I was looking for a smoking gun here. I can’t really tell why other than that the
time during which Taylorism was developing was also a time during which
Social Darwinism was an important force in American thought. Maybe I was alerted by the description of
the American Shirtwaist Company (@).
Maybe I was alerted by the apparent failure of American Industry to
head Deming’s message. Could there
have been other similar and earlier instances I wondered. In any event, there is a smoking gun that I
am glad to have found it. But it is
not where I expected to find it, and nor is it pointing in the “right’
direction, but it is exceedingly informative nonetheless. Let’s save the details for later. Well
Taylor doesn’t need a defense, he only needs people to hear and understand
what he actually said as opposed to what people interpreted that other people
thought that he said. Nevertheless I
am willing to put a defense forward because for one, it records a change in
my own perspective from the “paper cut-out” history that initially informed
the earlier pages of this website (but have been subsequently modified) to
the current position. Consider
the following; “In
the past the man has been first; in the future the system must be first. This in no sense, however, implies that
great men are not needed. On the
contrary, the first objective of any good system must be that of developing
first-class men; and under systematic management the best man rises to the
top more certainly and more rapidly than ever before (IV).” Time
for a personal admission. I thought
that Taylor and Scientific Management was all about exploitation of the
working classes. Isn’t that what he is
saying when he argues for “the greatest prosperity can exist only as the
result of the greatest possible productivity of the men and machines of the
establishment – that is, when each man and each machine are turning out the
largest possible output.” It would
certainly seem so at first reading.
Now, however, I am beginning to see that there is an underlying and
mis-interpreted context here – a context from a different time and for me a different
place that has to be examined in order to fully understand Taylor’s
intent. I will argue that Taylor, like
Deming, has been mis-interpreted and mis-applied since having been removed
from the original context. The causes
and the outcomes are similar in both cases.
Moreover, I think that what we can learn from these two precedents
stand to better inform us about the interpretation of Theory of Constraints,
if only we take the time out to listen. Taylor
is using the words “system” and that the true interests of labor (employees)
and capital (employers) are one and the same – congruence in our goal
alignment in other words. It seems
incredibly unlikely given the consistency of Taylor’s message that this is not
the intent. Doesn’t this also seem in
conflict with the desire for each man and each machine turning out the
largest possible output? And why in
Taylor’s time was it that within the industrial world employers and employees
were for war rather than peace? “No
one can be found who will deny that in the case of any single individual the
greatest prosperity can exist only when he is turning out his largest daily
output (2).” This is Taylor’s
statement to the effect that the whole is the sum of the parts. The
Industrial Context – Industrialization The
Social Context – Social Darwinism Make-to-fit
rather than make-to-tolerance. Pre
mechanization. Foreman contract
system. And although written quite
late – 1911 – The Principles of Scientific Management was prior to any of
Henry Ford’s attempts at mass-production.
Most examples are manual labor.
Only one (machine shop) suggests specialization. All are decoupled processes. Really just a step removed from the
previous water-powered mills of the %% & @@ century that was imported
into America from Europe (grist mills, saw mills, fulling mills, stamping
mills, etc.,) The stationary steam
engine via a power shaft and belts became the source of mechanical energy in
the machine shop. It
is into this social setting that Taylor arrived. Describe
Taylor. Quote
his what SM is not and what it is (a mind set). Then point out that Kanigel disparages this
idea – a too easy defense for failure of the methodology. I will argue that Taylor was correct. Taylor was arguing correctly, that the
content is not the context, without the context the content will fail to
deliver the full and intended results.
If
the proponents of a methodology or an approach or a philosophy are not
allowed to define the context of their philosophy and the context can only
defined by other people’s interpretation of the context, then we shouldn’t be
at all surprised to see these philosophies mis-applied and the results
wanting. What is lacking is the
discipline and rigor to investigate and understand the original context and
develop an empathy for it. We
have seen exactly the same thing in Deming’s System of Profound Knowledge,
and I will argue more fully in the next page that we currently see the same
effects in kaizen and lean. Without
doubt the same occurs with Theory of Constraints. We have shown as much on the page on
paradigms – the inability to recognize the new paradigm, not so much based
upon lack of knowledge, but based upon the block arising from previous
knowledge. Kanigel
also questions the legitimacy of Taylor’s understanding of his workmen. That Taylor from his position in society
worked on the floor for 4 years as a matter of choice and from the social and
financial security that he could return to and was unknown and unattainable
to his workmates. Personally I find it
difficult that Taylor could not have developed an understanding rather than
it would be difficult that he could have.
I
would suggest that you can’t work immersed in an industrial environment
without constant exposure to the language and emotion, the hopes and
aspiration, the failures and despair of the people around you – not unless
you are a psychopath – and there is no suggestion that Taylor was. If this were not the case we would have to
wonder how manager Ohno or academician Deming ever understood the people in
the systems that they work – and yet the evidence is that they manifestly did
understand. The
charge that Taylor didn’t consider his workman capable of making decisions
for themselves would not be unsurprising for many a modern worker in functional
hierarchies. That team-work and
empowerment should be in vogue today speaks volumes about how little we have
progressed in the last century. It
is through Gould and his story of two work sites - the Shirtwaist fire that I was
introduced to the concept of social-Darwinism and Spencerism – and thus an
historic context in which I was able to more completely understand – or
perhaps conjectorialize – the contemporary impact
of one Fredrick Winslow Taylor – the one right way, scientific management and
American culture at the turn of the 20th Century. Hofstadter,
R., (1959) Social Darwinism in American thought, revised edition, pg 40 “His first work, Social Statics (1850), was an attempt to strengthen
laissez faire with the imperatives of biology; it was intended as an attack
upon Benthanism, especially the Benthamite stress upon the role of
legislation in social reform. Although
he consented to Jeremy Bentham's ultimate standard of value ‑ the greatest
happiness of the greatest number of people ‑ Spencer discarded other phase of
utilitarian ethics. He called for a
return to natural rights, setting up as an ethical standard the right of
every man to do as he pleases, subject only to the condition that he does not
infringe upon the equal right of others.
In such a scheme, the sole function of the state is negative ‑ to
insure that such freedom is not curbed.” Hofstadter,
R., (1959) Social Darwinism in American thought, revised edition, pg 41 “... the main trend of Spencer's book was
ultra‑conservative. His categorical
repudiation of state interference with the "natural," unimpeded
growth of society led him to oppose all state aid to the poor. They were unfit, he said, and should be
eliminated. "the
whole effort of nature is to get rid of such, to clear the world of them, and
made room for better." Nature is
insistent upon fitness of mental character as she is upon physical character,
"and radical defects are as much causes of death in the one case as in
the other." He who loses his life
because of his stupidity, vice, or idleness is in the same class as the
victims of weak viscera or malformed limbs.
Under nature's laws all alike are put on trial. "If they are sufficiently complete to
live, they do live. If they are not
sufficiently complete to live, they die, and it is best they should
die." Spencer deplored not only poor laws, but also state‑supported
education, sanitary supervision other than the suppression of nuisances,
regulation of housing conditions, and even state protection of the ignorant
from medical quacks. He likewise
opposed tariffs, state banking, and government postal systems. He was a categorical answer to Bentham.” Into
this framework came Darwin. Hofstadter,
R., (1959) Social Darwinism in American thought, revised edition, pg 44 “With its rapid expansion, its exploitive methods, its desperate
competition, and its peremptory rejection of failure, post‑bellum America was
like a vast human caricature of the Darwinian struggle for existence and
survival of the fittest. Successful
business entrepreneurs apparently accepted almost by instinct the Darwinian
terminology which seemed to portray the conditions of their existence.” Hofstadter,
R., (1959) Social Darwinism in American thought, revised edition, pg 45 “The most prominent of the disciples of Spencer was Andrew Carnegie,
who sought out the philosopher, became his intimate friend, and showered him
with favors. In his autobiography,
Carnegie told how troubled and perplexed he had been over the collapse of
Christian theology, until he took the trouble to read Darwin and Spencer.” Here
is the social/scientific dogma for classism that Taylor is accused of being Hofstadter,
R., (1959) Social Darwinism in American thought, revised edition, pg 47 “The social views of Spencer's popularizers were likewise
conservative. Youmans took time from
his promotion of science to attack the eight‑hour strikers in 1872. Labor, he urged in characteristic
Spencerian vein, must "accept the spirit of civilization, which is
pacific, constructive, controlled by reason, and slowly ameliorating and
progressive. Coercive and violent
measures which aim at great and sudden advantages are sure to prove illusory." He suggested that, if people were taught
the elements of political economy and social science in the course of their
education, such mistakes might be avoided.
Youmans attacked the newly founded American Social Science Association
for devoting itself to unscientific reform measures instead of a "strict
and passionless study of society from a scientific view." Until the laws of social behavior are
known, he declared, reform is blind; the Association might do better to
recognize a sphere of natural self‑adjusting activity, with which government
intervention usually wreaks havoc.
There was precious little scope for meliorist activities in the
outlook of one who believed with Youmans that science shows "that we are
born well, or born badly, and that whoever is ushered into existence at the
bottom of the scale can never rise to the top because the weight of the
universe is upon him." Hofstadter,
R., (1959) Social Darwinism in American thought, revised edition, pg 50 “Spencer's doctrines were imported into the Republic long after
individualism had become a national tradition. Yet in the expansive age of our industrial
culture he became the spokesman of that tradition, and his contribution
materially swelled the stream of individualism if it did not change its
course. If Spencer's abiding impact on
American thought seems impalpable to later generations, it is perhaps only
because it has been so thoroughly absorbed.
His language has become a standard feature of the folklore of
individualism. "You can't make
the world all planned and soft," says the businessman of
Middletown. "The strongest and
best survive ‑ that's the law of nature after all ‑ always has been and
always will be." Don’t
contrast it here. But when you get to
Deming you must come back to this and constraint Deming’s systemic and
inclusive approach with the earlier one of Spencer and the individualists
(maybe Brandeis is the transition between the two. I’ve copied this to the page on Deming.) Actually Deming is before this. So maybe Organizations as Communities – or
later in this section after Brandeis).
Reiterate the irony that Goldratt/Deming arose in this “individualist”
environment. The Japanese reductionist
arose in their counter-reductionist or systemic environment. Because in a reductionist environment
systemism offers an effective improvement, and in a systemic environment a
reductionism offers an effective improvement. The
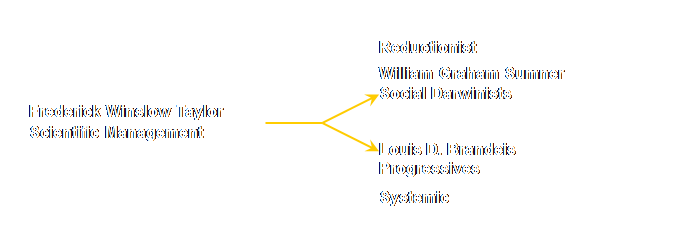
following is important (the first paragraph) because it puts in place the
logic for the previous diagram of TQC vs. TPK and the following (on this page
near this paragraph) Social Darwinists vs. Progressives and later Scientific
Management in the same frame. Hofstadter,
R., (1959) Social Darwinism in American thought, revised edition, pg 201‑202 “There was nothing in Darwinism that inevitably made it an apology for
competition or force. Kropotkin's
interpretation of Darwinism was a logical as Sumner's. Ward's rejection of biology as a source of
social principles was no less natural than Spencer's assumption of a
universal dynamic common to biology and society alike. The Christian denial of Darwinian
"realism" in social theory was no less natural, as a human
reaction, than the harsh logic of the "scientific school." Darwinism had from the first this dual potentiality;
intrinsically it was a neutral instrument, capable of supporting opposite
ideologies. How, then, can one account
for the ascendency, until 1890's, of the rugged individualist's
interpretation of Darwinism? The answer is that American society saw its own image in the tooth‑and‑claw
version of natural selection, and that its dominant groups were therefore
able to dramatize this vision of competition as a thing good in itself. Ruthless business rivalry and unprincipled
politics seems to be justified by the survival philosophy. As long as the dream of personal conquest
and individual assertion motivated the middle class, this philosophy seemed
tenable, and its critics remained a minority.” Taylor
recognized two forms of soldiering; Natural
loafing Systematic
soldiering Systematic
soldiering arose as a consequence of two things. Firstly the existence of
generation-to-generation rule-of-thumb knowledge transferal which essentially
means a lack of standardization – make-to-fit rather than
make-to-tolerance. Of course a counter
argument that isn’t entertained is what happened in the case of self-employed
workman outside the foreman contract system. Much
earlier in the page on OODA we mentioned in passing Boyd’s reference to
Fingerspitzengefuhl or fingertip feel.
Taylor is telling us exactly the same thing as follows; “It is not enough that a man should have been a manager in an
establishment which is under the new principles. The man who undertakes to direct the steps
to be taken in changing from the old to the new (particularly in any
establishment doing elaborate work) must have had personal experience in
overcoming the especial difficulties which are always met with, and which are
peculiar to this period of transition (pg 69).” Maybe
Taylor was ahead of his time, he understood change management to a degree
that is rare even today, to a degree that can only be earned by
experience. He had fingertip feel of
the situation. If
I really understand Taylor, then he was man of the floor. His piece work scheme was truly meant to
benefit both owner and employee. I
wanted Taylor to be a villain; instead I find myself some 6 years after first
reading his most recent biography as simply mis-understood. Someone whose reductionist approach was
removed from its systemic context by the prevalent dogma of the time –
social-Darwinism.
Next
Line
The
absence of subordination – in fact the very inadmissibility of local
inefficiency, tell us that although Taylor’s system was within a broader
systemic framework – the firm – it was ultimately reductionist. We
can trace this through the later developments of operations research to
systems thinking. In operations
research linear programming computations all of the parts of the model other
than the limiting factor can be reported in terms of sensitivity analysis –
the “slack” that is available in all non-binding parts without any due
consideration to any interaction between the non-binding parts. The
best evidence for this comes from one of Taylor’s contemporaries; Alexander
Hamilton Church (#). Church
was, as are we, interested that the efficient parts of a business added up to
a profitable whole. Church expressed
his argument in words that we have already assigned to the reductionist/local
optimum paradigm – the analytic (Taylor’s), and the systemic/global optimum
approach – the synthetic. “The main distinction between synthesis and analysis in this
connection is that synthesis is concerned with fashioning means to effect
large ends, and analysis is concerned with the correct local use of given
means… The view taken by analysis … is a narrow and limited one; it concerns
itself with the infinitely small. Its
task is to say “how to use certain means to best advantage.” … But the
synthetical side of management demands that every effort of analysis, like
every other effort made in the plant, shall have some proportion, some
definite economic relation to the purpose for which the business is being
run.” (Relevance Lost pg 52) Don’t
take this out of context, it isn’t a criticism of Taylor, it is a criticism
that costs as measures of local efficiency (ala Taylor) does not indicate
overall system effectiveness – the aim of Church in using cost data. It
seems reasonable given that Church made an explicit distinction between
analysis and synthesis, between the parts and the whole, that to some of
Taylor’s contemporaries there was no doubt that Scientific Management was a
reductionist approach (even though both Taylor and others such as Brandeis)
saw this reductionist approach within a broader systemic context. What
is Taylor’s approach as espoused in Scientific
Management, if it is not a win/win approach? Wheatley’s
comments are not so uncommon, but they are I believe mis-informed. If anyone deserves opprobrium it should be
the recent reengineering brigade; they are of our time and social context,
they had ample opportunity to learn from their own teachers (I am thinking of
Deming and Senge as examples) and others (I am thinking of the Kaizen
specialists in Japan) but they chose not to.
They chose to ignore the fundamentals of system-wide incremental
improvement in favor of slam-bam-thank-you-ma’am localized reductionist
innovation. How terribly sad. Maybe we should apologize for them because
within their academic isolation the response was (and still is) the paradigm
for Western improvement. Never mind
that time after time the resulting evidence is to the contrary. They are firm and consistent within their
beliefs. Taylor
too, was firm and consistent within his beliefs. We ought to not be frightened by his views
– they were incredibly common. To
place this within context, slavery was still common in Taylor’s youth and
there certainly those who strongly questioned it as there were those who
strongly supported it. We must be careful
in our criticism of past generations by holding them to our current values
because future generations will surely do the same to us. And now you see the rationale; we can’t
profess innocence against an accusation that has not yet been formed. Scientific
Management arose at an interesting time in our industrial development when
many basic changes were occurring. I
think that an important message to take out of this is that Taylor in his
later years was consistent in arguing for increased benefit to both employees
(even if as alleged he disdained them) and also employers. Moreover he recognized the broader
relationship of customer and society as a whole. That the Scientific Management philosophy
was embraced by the Progressives with no apparent complaint by the Society
for Scientific Management suggests to me that the intent of these people was
quite different from the actuality that was put in place by so many of the
individualists – both then and now. Refer
to the following in the scientific management section. Summary
– Standing On The Shoulders Of Giants Sometimes
it is a bit disconcerting to find that a recent personal discovery and new
found wisdom is really a recent rediscovery of some relatively older
wisdom. Accounting historians have
noted how all of the common approaches to financial and management accounting
and decision analysis were well formed by the early 1900’s. And so too, as we will find, much of the
operations expertise as well. It
should not be any surprise that the period that marks the rapid on-set and
development of serial production systems also marks the onset and development
of the fundamental contributions to accounting and operations management of
such systems. And far from being disconcerting
that much has been said and done before, it should be reassuring that such
problems were faced-up to and solved.
It is our job to not forget these earlier contributions and moreover
not to make mistakes that are already well known to a previous generation. Kanigel
suggests that “Taylor was not a profoundly original thinker, if by that we
mean someone who creates something new where nothing had been before (pg
19).” I will content that he was a
profoundly original thinker, not to be contrarian, but simply because so much
of Taylor’s work has been so absorbed into mainstream thinking (both systemic
and reductionist) that it seems as though it must always have existed. As one of his disciples said; “Not one of use dreamed that in less than a quarter of a century the
principles of scientific management would be so woven into the fabric of our
industrial life that they would be accepted as a commonplace, that plants
would be operating under the principles of scientific management without
knowing it, plants perhaps that had never heard of Taylor (pg 432).” Taylor
invented high speed steel. We have
little idea just how pervasive this product is within our own lives. Taylor discovered the underlying laws of
maximum effort. Taylor described a
systemic approach that was not seen again until Deming Car
Park Add the Ball’s pg 52 quote to the section on
industrialization – for tacit learning. Add the Toyoda quote to the section on
industrialization – for tacit learning. This is what Taylor railed against. Adam
Smith made a virtue of specialization in his analysis of pin production. However, we need to be careful, this was
written in what was really a pre-industrial manual manufacturing period. Moreover, it was about the deconstruction
of a task into a number of sub-divisible operations (sub-tasks). I’m tempted to say that maybe his vision of
specialization was of a different logical type than was then current, and one
that we certainly ascribe to today, but specialization of whole tasks is not
very new at all. The evidence for this assertion comes from
the discovery in 1991 of a 5000-year-old mummified corpse of a Neolithic man
in a melting glacier within the Tyrolean Alps (!). “Dressed in furs under a woven grass cloak, equipped with a stone dagger with an ash‑wood handle, a copper axe, a yew-wood bow, a quiver and fourteen cornus-wood arrows, he also carried a tinder fungus for lighting fires, two birch-bark containers, one of which contained some embers of his most recent fire, insulated by maple leaves, a hazel-wood pannier, a bone awl, stone drills and scrapers, a lime-wood-and-antler retoucheur for fine stone sharpening, an antibiotic birch fungus as a medicine kit and various spare parts. His copper axe was cast and hammered sharp in a way that is extremely difficult to achieve even with modern metallurgical knowledge. It was fixed with millimetre precision into a yew haft that was shaped to obtain mechanically ideal ratios of leverage. This was a technological age. People lived their lives steeped in technology. They knew how to work leather, wood, bark, fungi, copper, stone, bone, and grass into weapons, clothes, ropes, pouches, needles, glues, containers and ornaments. Arguably, the unlucky mummy had more different kinds of equipment on him than the hiker couple who found him. Archaeologists believe he probably relied upon specialists for the manufacture of much of his equipment ...” If
industrialization occupies approximately 1% of our recent and civilised past,
then it is clear that specialization occupies at least 50% of that time and
probably a great deal longer. We need
to be careful not to confuse industrialization and specialization, the two
...
(1)
Simons, R., (1995) Levers of Control. pp 21‑22 (2)
Liker, R., (2004) The Toyota Way, pp 143‑144 (3)
Liker, R., (2004) The Toyota Way, pg 197 (4)
Wheatley, M. J.,
(1999) Leadership and the new science, pg 159 (#)Johnson,
H. T., and Kaplan, R. S., (1987) Relevance Lost: the rise and fall of
management accounting. Harvard
Business School Press, pg 52. Car
Park Neave
pg 4 Somewhere address the commonality
of Gilbreth and the other scientific managers + Dr Walter Shewhart – all
working in America in the 1920’s. Neave
pg 4 A lack of understanding of variation often leads, despite all the good
intentions in the world, to making things worse instead of better. Start
Taylor with quote of “can’t find a good man” or rather juxtapose that next to
the same thing from Deming and then pose the question why nothing has changed
to show even more who similar the two are. Johnson,
H. T., (1992) Relevance Regained, pg 19 Accounting
historians have know for a long time that companies did not originally use
accounting systems as a source of management control information. Research in the historical records of
countless businesses, especially in manufacturing, shows that companies used
very sophisticated financial and nonfinancial management control systems
between the early 1800's and 1950.
However, the financial information in these systems seldom was derived
from accounting records, even though occasionally it was reconciled with
account data. Rather, financial
information used to control workers and companies' subunits consisted of cost
and margin information derived primarily from "bottom‑up" data about
work ‑ not primarily from "top‑down" accounting‑based information. “Even
the greatest of truths cab be overextended by zealous and uncritical
acolytes” Gould pg 256 Lying Stones of Marrakech. Raise
the question, why were the Japanese so attracted to Taylor (because they had
the same systemic approach. Johnson,
H. T., (1992) Relevance Regained, pg 197 But
underlying the new thinking required by these changes in business and in
governments is a pervasive theme in modern history ‑ how to balance the tension
between the dignity and rights of the individual and the power of the
community. A
Small Admission Let
me start with a small admission; I thought that Fredrick Winslow Taylor was
the devil incarnate. He was, according
to everything that I had read, the very epitome of reductionism – you may
indeed have picked up this flavor in earlier pages on this website. I am not going to change those pages any
time soon and I think that to be able to see a change in attitude is
important. What
brought on this change in attitude?
Well, I actually stopped long enough to read a just a little of what
Taylor actually said himself, rather than what other people had said that he
had said. And frankly, what I read,
except for linguistic style, could have been written by Deming 80 years
later! Have we learnt nothing in the
intervening years? Clearly the answer
is that most of us have learnt very little indeed. And this should worry us, it should worry
us very, very, deeply. Because unless
we are willing to listen and to learn, we will go on to repeat these same
mistakes; generation, after generation. We
pay for it right now, we pay for it each and every time a company traipses
out the same sad old (unchallenged) story that we must “off-shore” our
production to such-and-such a country because locally we are no longer
competitive. So,
I’ll tell you what I will do. I will
show you the extracts about Taylor and Scientific Management that I have been
exposed to, the ones that caused me to believe that he was an arch-reductionist .
There is no pre-selection here, I will simply go through all the
references that I have used in other parts of this website and that also
refer to Taylor. Then
I will contrast this with some extracts taken directly from Taylor’s own
work; “The principles of scientific management,” published in 1911 some 4
years before his death in 1915. That
will leave us with a considerable contrast of interpretations that can only
be resolved, I believe, by examining the contexts both of the interpretation
at the time, and the interpretation so removed in time as we are today. In
the end Taylor ends up as a perfect illustration of the dichotomy that exists
between reductionism and systemism and how an overtly systemic approach can
be misappropriated as reductionist. This
Webpage Copyright © 2008 by Dr K. J. Youngman |
|
|